




Product Description
H22 tapered rods are manufactured from ZK22CrNi3Mo low-alloy structural steel, selected for its excellent balance of surface hardness and core toughness. Advanced heat treatment processes — including induction hardening and tempering — deliver superior resistance to percussive fatigue, bending stress, and taper wear, outperforming standard carbon steel rods in high-frequency impact applications.
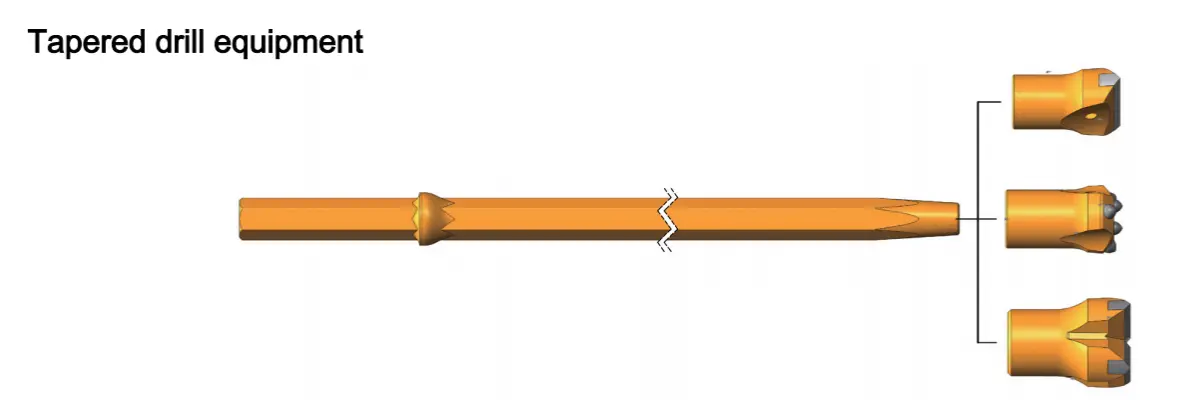
RockHound H22 Tapered Drill Rod is designed for use with pneumatic and hydraulic rock drills that accept a 7/8″ (22mm) hex shank with a 108mm drive length. The precision-machined 12° taper at the bit end ensures a positive, self-centering connection with 12° tapered drill bits, minimising energy loss and reducing bit retention failure. Available in six standard lengths from 800mm to 3200mm, this rod is suited for bench drilling, stoping, tunnelling blast-hole drilling, and foundation anchoring.
Key Features
Precision 12° Taper
CNC-machined taper ensures consistent bit-to-rod engagement. The 12° self-releasing taper provides a secure fit during drilling while allowing fast bit changes, reducing non-productive time.
H22 × 108mm Hex Shank
Standard 22mm (7/8″) hex shank with 108mm drive length is universally compatible with most pneumatic and hydraulic drifters and jackhammers in the H22 class.
ZK22CrNi3Mo Alloy Steel
High chromium-nickel-molybdenum alloy provides superior fatigue life and breakage resistance compared to plain carbon steel, critical for high-frequency percussive drilling.
6 Standard Lengths
Lengths from 800mm to 3200mm cover single-pass short-hole drilling to deep-hole benching, matching a wide range of feed travels and blasthole depths.
Heat Treatment
Through-hardened core and induction-hardened shank and taper deliver optimal hardness-to-toughness ratio, resisting both wear on the taper faces and fatigue fracture in the rod body.
Ready to Ship
All six product codes are stocked for prompt dispatch. Custom lengths or bulk orders available on request.
Related Readings:
Technical Specifications
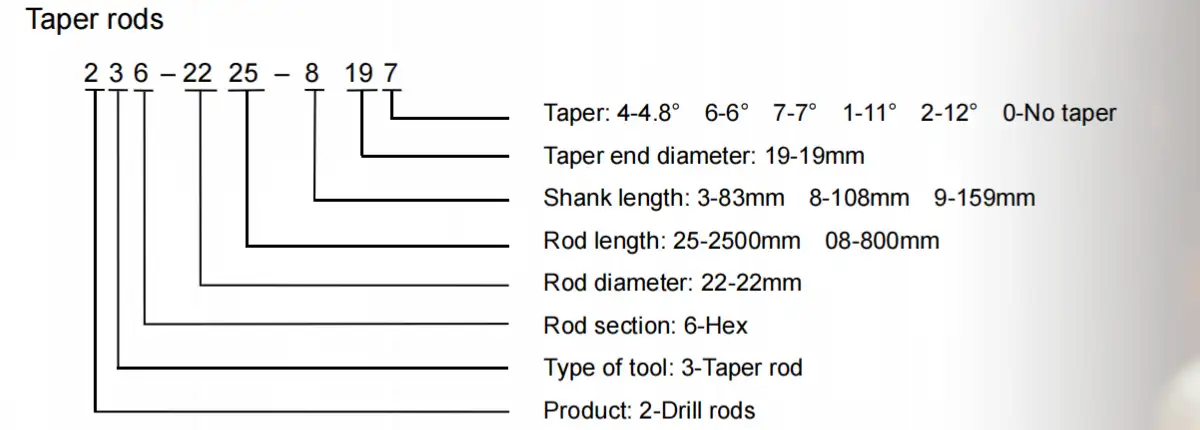
| Product Code | Length (L) mm | Length (L) ft/in | Taper Angle | Weight (kg) | Shank Size |
|---|---|---|---|---|---|
| 236-2208-8152 | 800 | 2′ 7 1/2″ | 12° | 2.4 | H22 x 108mm |
| 236-2212-8152 | 1200 | 3′ 11 1/4″ | 3.6 | ||
| 236-2216-8152 | 1600 | 5′ 3″ | 4.9 | ||
| 236-2222-8152 | 2200 | 7′ 2 5/8″ | 6.7 | ||
| 236-2224-8152 | 2400 | 7′ 10 1/2″ | 7.3 | ||
| 236-2232-8152 | 3200 | 10′ 6″ | 9.7 |
Applications
Underground Mining – Development headings, stoping blast holes, and ore passes in gold, copper, iron ore, and base-metal mines.
Quarrying – Bench drilling for aggregate production, dimension stone splitting, and open-cast face drilling.
Civil Construction – Rock anchoring, pre-splitting, road cut stabilisation, and small-diameter foundation drilling.
Tunnelling – Drill-and-blast rounds for road and rail tunnels, utility drives, and hydropower caverns.
Maintenance Tips for Longer Life
1. Verify Taper Compatibility
Always confirm the drill bit and the rod share the same 12° taper angle. Pairing a 7° bit on a 12° rod — or vice versa — produces line contact instead of full-face seating, leading to rapid taper galling and premature component failure.
2. Lubricate the Shank
Apply rock-drill oil or grease to the H22 shank end before each shift to reduce friction, heat build-up, and wear inside the drill chuck jaws and rotation sleeve.
3. Maintain Rod Alignment
Ensure the rod is kept collinear with the drill feed and perpendicular to the rock face. Eccentric loading or angled starts introduce bending stress that sharply accelerates fatigue cracking at the shank shoulder.
4. Proper Storage
Store rods horizontally on racks in a dry environment. Never stack them unsupported over their full length — sustained deflection under self-weight can induce permanent bow, degrading straightness and drilling accuracy.
How to Choose the Right Tapered Rod?
Step 01 — Match the Taper Angle
Confirm your drill bits are also ground to a 12° taper. Common alternatives — 7° and 11° — are not interchangeable. A mismatched taper angle causes point contact, accelerated taper wear, and unreliable bit retention during drilling.
Step 02 — Verify Rock Drill Shank Interface
Check your rock drill’s chuck accepts an H22 (22mm / 7/8″ hex) shank with a 108mm drive length. Older machines or lightweight jackhammers may use H19 (3/4″) shanks, which require a different rod series.
Step 03 — Choose the Correct Length
Select rod length based on your feed travel and required blasthole depth. For holes deeper than one rod length, start drilling with a shorter guide rod, then extend using a longer rod. The 800mm–1600mm rods are typical for stoping; 2200mm–3200mm for bench drilling.
Related Production
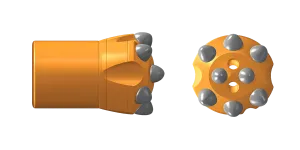
RockHound Taper Button Bits are specifically engineered for high-performance small hole drilling. Unlike standard bits, these are forged from ZK45CrNiMoV (45CrNiMoV)—a premium alloy steel known for its exceptional fatigue strength and impact toughness.
FAQ
You must use drill bits with a matching 12° taper angle. Common tapered button bits and cross bits ground to 12° are direct fits. Bits with 7° or 11° tapers are not interchangeable — using a mismatched taper angle creates line contact instead of full-face seating, causing rapid galling on both the rod taper and the bit socket. Always verify the taper angle marked on the bit before installation.
This rod is designed for pneumatic and hydraulic rock drills with an H22-class chuck — specifically machines that accept a 22mm (7/8″) hex shank with a 108mm drive length. Typical compatible equipment includes handheld jackhammers, sinker drills, and lightweight drifters from major OEMs such as Atlas Copco (Epiroc), Sandvik, Furukawa, and equivalent brands in the H22 class. If your machine uses an H19 (3/4″, 19mm) hex shank, you require a different rod series.
Match rod length to your drill's feed travel and the required blasthole depth:
- 800mm – 1200mm: Short-hole stoping, confined headings, secondary breaking
- 1600mm – 2200mm: Standard underground development rounds, quarry benching
- 2400mm – 3200mm: Deep bench drilling, tunnelling blast rounds, open-cast operations
For holes deeper than one rod length, start with a shorter guide rod to establish the collar, then follow with a longer rod. Never force a rod length that exceeds the feed travel of your drill rig.
Yes. Both tapered button bits and tapered cross bits (chisel bits) are available in 12° taper and are fully compatible with this rod. Button bits are generally preferred in hard, abrasive rock for better penetration rate; cross bits are common in softer or fractured formations and offer a lower unit cost.
ZK22CrNi3Mo is a low-alloy structural steel containing chromium (Cr), nickel (Ni), and molybdenum (Mo) as primary alloying elements. This composition provides:
- High core toughness to absorb repeated percussive impact without brittle fracture
- Surface hardenability for wear resistance at the taper faces and shank
- Good fatigue strength under high-frequency bending and torsion loads
Compared to plain carbon steel rods, ZK22CrNi3Mo alloy rods demonstrate significantly longer service life under equivalent drilling conditions, reducing cost-per-metre drilled.
- Taper galling / seizing: Caused by mismatched taper angle or fitting a worn bit. Prevention: always verify 12° compatibility; retire bits before the taper socket becomes oversized.
- Fatigue fracture at shank shoulder: Caused by side loading, angled drilling starts, or worn chuck bushings. Prevention: maintain strict rod alignment; inspect chuck components regularly.
- Rod body bending: Caused by overfeeding against obstructions or drilling with excessive collaring force. Prevention: control feed pressure; reduce thrust when collaring.
- Excessive taper wear: Caused by drilling without lubrication or using under-hardened bits. Prevention: lubricate shank before each shift; use matched-grade bits.
Far far away, behind the word mountains, far from the countries Vokalia and Consonantia, there live the blind texts. Separated they live in Bookmarksgrove right at the coast
Store rods horizontally on dedicated rod racks with support points spaced no more than 800mm apart to prevent sagging under self-weight. Keep storage areas dry and covered to prevent surface rust. Do not store rods in contact with bare ground or in standing water. Apply a light rust-preventive oil to the taper and shank ends if rods will be stored for more than four weeks.
Retire the rod when any of the following conditions are observed:
- Visible cracks, especially at the shank-to-body transition
- Taper socket on the bit no longer seats flush (indicates taper wear beyond tolerance)
- Permanent bow exceeding 3mm over the full rod length
- Shank corner wear causing slippage in the chuck
- Total metres drilled exceed the site-established replacement threshold