






Product Description
The RockHound T45-46mm Speed MF Rod is purpose-engineered for medium-to-deep-hole extension drilling in demanding underground environments. Unlike conventional extension rods that rely on separate coupling sleeves, the MF (Male/Female) integrated design consolidates the connection point directly into the rod body — reducing energy loss at each joint, improving hole straightness, and dramatically accelerating rod assembly and retrieval on automated drill rigs.
Manufactured from premium ZK22CrNi3Mo (23CrNiMo) alloy steel and subjected to RockHound’s proprietary 20-hour deep carburization heat treatment, each rod delivers a hardened wear surface with a resilient, fracture-resistant core. The result is a drilling tool that maintains dimensional accuracy and thread integrity over extended operating cycles — even under the percussive loads and abrasive conditions typical of hard-rock mining.
Available in two standard lengths — 1525 mm (5 ft) and 1830 mm (6 ft) — and compatible with all standard T45-thread button bits and Retrac bits, the T45-46mm Speed MF Rod is the benchmark choice for operations prioritizing penetration rate, cost-per-meter, and underground safety.

Key Features
- Premium 23CrNiMo Alloy Steel — Manufactured from ZK22CrNi3Mo, a high-nickel, high-chromium alloy that delivers superior fatigue strength and toughness compared to industry-standard alternatives. Learn more: Rock Drill Rod Material Comparison: 23CrNiMo vs Sanbar64
- 20-Hour Deep Carburization Treatment — Each rod undergoes a full 20-hour carburization cycle, producing a thick, uniform case-hardened layer that significantly extends thread service life and resistance to surface wear — without sacrificing core ductility. Learn more: 20-Hour Heat Treatment in Rock Drilling Tools
- Integrated MF (Male/Female) Design — The Speed Rod architecture eliminates the external coupling sleeve required by traditional extension rods. This reduces the total number of threaded connection points in the drill string, lowers energy dissipation between joints, and improves overall penetration rate (ROP) by more than 10% in comparative field tests.
- CNC Precision Thread Machining —T45 threads are cut and finished on fully automated CNC equipment to ensure micron-level accuracy in thread profile, pitch, and taper. This precision translates directly into consistent bit engagement and extended service life for both the rod and the drill bit. Learn more: The Processing of Thread Rock Drilling Rods
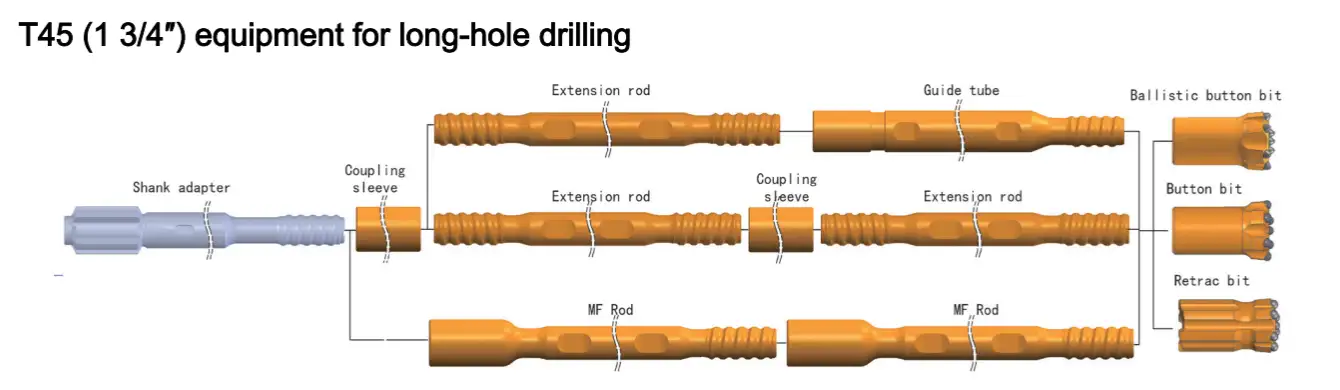
- Compatible with Full T45 Drilling System — Seamlessly integrates with T45 shank adapters, button bits, ballistic bits, and Retrac bits within the complete long-hole drilling assembly. See Image 1 for a full system configuration diagram.
Technical Specifications
| Part Number | Product Description | Thread | Rod Diameter (D) | Length (L) | Length (ft) | Weight |
|---|---|---|---|---|---|---|
| 290-4615-7777 | T45-Round 46-T45 MF Rod | T45 | 46 mm | 1525 mm | 5′ | 18.2 kg |
| 290-4618-7777 | T45-Round 46-T45 MF Rod | T45 | 46 mm | 1830 mm | 6′ | 21.5 kg |
- Material: ZK22CrNi3Mo (23CrNiMo) alloy steel
- Heat Treatment: 20-hour deep carburization
- Thread Standard: T45 (1 3/4″)
- Compatible Bits: T45 Button Bit, Retrac Bit, Ballistic Button Bit,
- Compatible Shank Adapter: T45 Shank Adapter with Coupling Sleeve
Applications
Underground Mining — Long-Hole Stoping: Ideal for fan drilling and parallel hole patterns in sublevel stoping, where hole depth and straightness are critical to blast efficiency.
- Underground Mining — Raise Boring & Shaft Sinking: The MF design’s reduced connection count minimizes deviation in deep vertical and inclined holes.
- Bench Drilling: Suitable for medium-scale open-pit operations requiring efficient rod handling and consistent penetration in moderately hard rock formations.
- Tunneling — Pipe Roofing & Deep-Hole Works: Used in large-section tunnel excavations for auxiliary spiling installations and deep pre-drilling ahead of the face.
- Geothermal & Exploration Drilling: Applicable where precise hole trajectory and tool longevity are prioritized over pure production rates.

Maintenance Tips for Extended Service Life
- Always Apply Thread Grease Before Connection — Use a high-temperature, anti-seize thread compound on both male and female ends before each connection. This reduces frictional heat buildup during rotation and prevents galling on the thread flanks.
- Rotate Rod Position in the Drill String — Periodically reverse the leading and trailing positions of your rods in the string (head-to-tail rotation). This distributes cumulative thread wear more evenly across the full inventory, extending the effective service life of each rod.
- Maintain Strict Feed Alignment — Ensure the drill feed, chuck, and rod centerline are precisely co-axial before commencing drilling. Eccentric loading during high-speed rotation introduces bending stress that accelerates fatigue cracking — particularly at the rod shoulder and thread root.
- Inspect Threads After Every Shift — Visually check thread profiles and rod bodies for cracks, spalling, or measurable wear after each operating shift. Early detection of fatigue indicators prevents catastrophic rod failure and eliminates the risk of a stuck or broken rod in the hole.
- Replace at Defined Wear Limits — Do not operate rods with worn threads beyond the manufacturer’s tolerance threshold. A broken rod in a deep hole creates significant production downtime and recovery costs that far exceed the cost of a timely replacement.
How to Choose: Speed MF Rod vs. Extension Rod
Both rod types are compatible with the T45 drilling system, but they are optimized for different operational priorities:
| Feature | Speed MF Rod | Extension Rod + Coupling Sleeve |
|---|---|---|
| Connection Type | Integrated male/female | External coupling sleeve required |
| Energy Transfer | Higher efficiency, fewer joints | Slight loss at each sleeve connection |
| Hole Straightness | Superior — fewer connection points | Adequate for standard depths |
| Setup Speed | Faster — fewer components | Slower — sleeve management required |
| Best For | Automated rigs, long-hole, high-ROP | Shorter holes, cost-sensitive ops |
| Initial Cost | Slightly higher | Lower per-rod |
| Cost Per Meter | Lower (longer rod life, higher ROP) | Higher at equivalent drill depths |
Recommendation: For underground long-hole drilling on automated or semi-automated rigs where hole depth exceeds 15 meters and bit utilization is a priority cost driver, the Speed MF Rod consistently delivers a lower cost-per-meter outcome. For shorter holes or operations where rod inventory management is simplified by using a common extension rod across multiple sizes, the Extension Rod configuration remains a viable choice.
For a detailed side-by-side analysis, read our guide: Speed MF Rod vs Extension Drill Rod: Difference & Choose
Packaging & Marking
All RockHound rock drilling tools are packaged to industrial export standards, ensuring product integrity from point of manufacture to job site delivery.
Drill rods are individually labeled with product code, shank specification, length, taper angle, and steel grade, then bundled and secured within a heavy-duty wooden export crate. Each crate is stenciled with the RockHound company logo on the exterior panel for clear brand identification and shipment traceability.
We also support marking within 100*100mm Logo.Please contact our saleteam for your solusion.
Related Production
FAQ
The key difference is the integrated MF (Male/Female) design. A standard extension rod requires a separate coupling sleeve to connect rods in sequence, introducing an additional joint and associated energy loss. The Speed MF Rod has the male thread on one end and the female socket on the other, machined directly into the rod body — eliminating the coupling sleeve entirely. This reduces connection points, improves energy transfer efficiency, and speeds up rod handling on automated rigs. See our full comparison: Speed MF Rod vs Extension Drill Rod.
ZK22CrNi3Mo contains elevated proportions of nickel, chromium, and molybdenum compared to standard drill rod alloys. After heat treatment, this composition yields exceptional impact-fatigue resistance — the critical failure mode in percussive drilling. In field comparisons, 23CrNiMo rods consistently deliver 15–25% longer service life in hard and abrasive rock versus lower-alloy alternatives. Full material analysis available here: 23CrNiMo vs Sanbar64.
RockHound subjects each rod to a 20-hour deep carburization cycle in a controlled atmosphere furnace. This extended cycle produces a thick, uniform carbon-enriched surface layer — significantly deeper than the industry-standard 8–12 hour treatment — while preserving a tough, ductile core. The result is markedly better thread wear resistance and a substantial reduction in surface fatigue crack initiation. Read more: 20-Hour Heat Treatment in Rock Drilling Tools.
Any T45-thread drill bit is compatible, including standard button bits, ballistic button bits, and Retrac (retraction-type) bits. For deep long-hole applications, RockHound recommends pairing this rod with a T45 Retrac button bit — the retraction geometry on the bit gauge assists smooth rod withdrawal from tight or converging holes, reducing the risk of bit or rod jamming during retrieval.
While the upfront unit cost of a 20-hour carburized rod is 8–12% higher than a standard-treatment rod, the extended wear life — typically 20–30% more drilled meters per rod — results in a meaningfully lower cost-per-meter when calculated over an operating period. For high-utilization underground operations drilling thousands of meters per month, this translates to measurable savings in consumables spend and rod change-out downtime.
Yes. The Speed MF Rod is compatible with all T45-system manual drifters and jumbo rigs, but its integrated design offers the greatest efficiency advantage on automated long-hole rigs (such as Epiroc Simba or Sandvik DL series), where rapid rod adding and consistent thread engagement are essential to maximizing mechanical drilling time per shift.