




Description
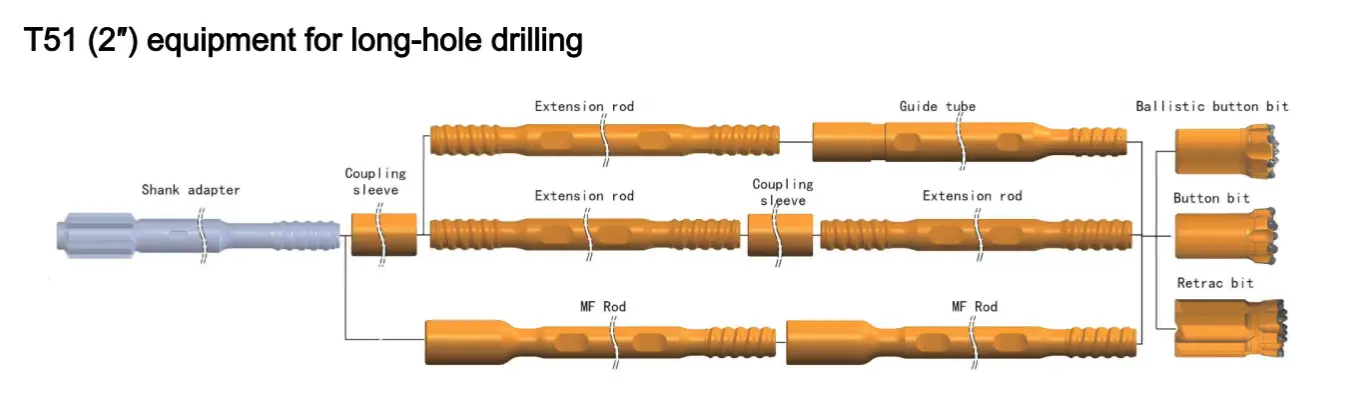
The RockHound T51-89mm Thread Button Bit is a premium long-hole drilling tool designed for high-impact, high-frequency rotary-percussive applications. Compatible with the full T51 (2″) top-hammer drill string — including shank adapters, coupling sleeves, extension rods, MF rods, and guide tubes — it delivers consistent performance across underground stoping, sublevel caving, and quarry bench-drilling operations.
Each RockHound bit is manufactured through a controlled rock drill bits manufacturing process, combining precision CNC machining, press-fit carbide installation, and a rigorous quality inspection protocol. The result is a bit that holds dimensional accuracy, thread integrity, and gauge button retention even under the continuous shock loading of long-hole production drilling.
Available in two face configurations — Standard Button (flat face) and Drop Center — both in 89mm (3½″), the RockHound T51 button bit addresses the full spectrum of geological conditions encountered in modern long-hole drill-and-blast programs.
→ Learn more: Rock Drill Bits Manufacturing Process
T51 System Compatibility: This bit is the consumable cutting tool at the front end of the T51 long-hole drill string. Pair it with RockHound T51 extension rods, T51 52mm MF rods, and a shank adapter to build a complete drilling system for holes from 5m up to 50m+ depth.
Materials
Bit Body Steel — 45CrNiMoVa
RockHound uses 45CrNiMoVa, a high-alloy, vacuum-degassed structural steel alloyed with chromium, nickel, molybdenum, and vanadium. This composition delivers an optimized balance of surface hardness (for wear resistance) and core toughness (for fatigue resistance) — critical when the bit body must absorb thousands of percussive blows per minute over its full service life.
→ Compare materials in detail: Drill Bit Material: 45CrNiMoV & YK05
Carbide Inserts — YK05
RockHound specifies YK05, a cemented tungsten carbide grade formulated specifically for top-hammer percussive drilling. YK05 achieves a controlled grain structure that maximizes abrasion resistance without sacrificing the transverse rupture strength needed to survive high-impact loading in fractured or abrasive rock such as granite, quartzite, and basalt.
→ Compare materials in detail: Drill Bit Material: 45CrNiMoV & YK05
Features
1. 20-Hour Precision Heat Treatment
Every RockHound T51 button bit undergoes a full 20-hour heat treatment cycle — carburizing, quenching, and tempering — under tightly controlled atmospheric conditions. This extends the case depth and hardness gradient, dramatically reducing the risk of thread fracture and body fatigue in deep-hole applications.
→ Learn more: 20 Hour Heat Treatment In Rock Drilling Tools
2. Dual Face Design Offering
RockHound offers two face configurations for the T51 89mm bit. Choose the flat-face Standard Button for maximum carbide coverage in abrasive formations, or the Drop Center for superior hole straightness and deviation control in jointed or laminated rock masses. Both designs share the same T51 thread and 89mm gauge diameter.
→ Learn more: Top Hammer Drill Bit Types: Face Design & Button Shape
3. Optimized Flushing Channel Geometry
RockHound’s large-diameter flushing holes and streamlined chip channels ensure rapid cuttings evacuation in long, deep holes — where poor flushing leads to regrinding, reduced penetration rate, and premature insert damage. Effective flushing also keeps the cutting face cool, protecting carbide microstructure throughout the drill cycle.
4. 35° Gauge Button Inclination
The 35° gauge button angle provides the optimal trade-off between aggressive lateral cutting action — to maintain gauge diameter — and button resistance to side-loading fractures. This geometry keeps the hole at nominal diameter throughout the RockHound bit’s service life, reducing redrilling and reaming costs.
5. OEM / Private-Label Marking
RockHound supports distributor and OEM branding. Custom laser or mechanical marking can be applied to the bit body, with logo size up to 100×100mm. Minimum order quantities and vector artwork specifications are available upon request. Contact the RockHound team for a branding quote.
6. Full Manufacturing Traceability
Every RockHound bit is traceable to its heat number, carbide batch, and treatment cycle through RockHound’s internal quality management system. Our manufacturing process meets ISO-standard dimensional tolerances for thread profile, body straightness, and press-fit carbide seating depth.
Specification
| Bit Type | Diameter D (mm) | Diameter D (inch) | Gauge Buttons (No × Size) | Centre Buttons (No × Size) | Gauge Button Angle | Thread | Product Code | Weight (kg) |
|---|---|---|---|---|---|---|---|---|
| Standard Button | 89 | 3 1/2″ | 9 × 12mm | 6 × 11mm | 35° | T51 | 173-8915-7805 | 5.3 |
| Drop Center | 89 | 3 1/2″ | 8 × 12mm | 6 × 11mm | 35° | T51 | 175-8914-7805 | 4.8 |
Note: T51 threads conform to the Atlas Copco / Epiroc interchangeable standard. RockHound T51 button bits are dimensionally compatible with all T51 shank adapters, extension rods, coupling sleeves, and guide tubes from major OEM manufacturers.
Application
The RockHound T51 Thread Button Bit is the industry-standard tool for medium-to-large-diameter long-hole drilling in both underground and surface operations. Key application scenarios include:
- Underground Mining — Long-Hole Production Drilling
Sublevel stoping (SLS), sublevel caving (SLC), and bench-and-fill methods. Typical hole depths: 20–50m. The RockHound T51 bit delivers the penetration rate and service life required for high-tonnage production drilling programs.
- Quarry Bench Drilling
Primary blast-hole drilling in granite, basalt, limestone, and sandstone quarries. The 89mm diameter is optimal for standard production blast rows in hard-rock aggregate and dimension-stone operations.
- Tunnel Slot & Raise Drilling
Large-diameter pilot holes for raise boring, as well as perimeter slot holes in tunnel face advance and drift development where straight, on-gauge holes are essential for blast geometry.
- Hard & Abrasive Rock Formations
Rock hardness f ≥ 10–16 (Protodyakonov scale): granite, quartzite, gneiss, basalt. RockHound’s YK05 carbide grade handles unconfined compressive strength (UCS) up to 280 MPa with proven wear resistance.
Maintenance & Best Practices
Proper maintenance directly determines how many meters you drill per RockHound bit. Follow these guidelines to maximize service life.

Step 1 — Button Regrinding: Grind Before Flat-Spotting Occurs
Regrind carbide buttons when wear exceeds one-third of the original button diameter. Allowing further wear creates flat spots that induce tensile bending stress at the button root, leading to cracking and insert loss. Use a button bit grinder matched to the 12mm and 11mm button diameters specified for this RockHound bit. Maintain the original spherical button profile throughout regrinding.
Step 2 — Drilling Parameters: Match Feed Pressure to Rock Competency
Excessive feed force in fractured or variable-hardness rock causes off-centre button loading, thread bending fatigue, and accelerated gauge wear. Use the drill manufacturer’s recommended thrust range for T51 at 89mm and adjust dynamically as lithology changes. A penetration rate drop of more than 25% without a parameter change often signals a worn or damaged carbide insert.
Step 3 — Flushing Pressure: Never Drill Dry
Maintain adequate flushing throughout the drill cycle. Insufficient flushing causes regrinding of cuttings, rapid gauge button abrasion, and thermal cracking of carbide. For water flushing, ensure circulation pressure is sufficient to lift cuttings to surface in holes deeper than 25m. Check for blocked flushing holes before each shift.
Step 4 — Thread Inspection & Lubrication: Protect the T51 Interface
Inspect the T51 internal thread after each 50–100m drilled. Look for galling, chipping, or deformed thread flanks. Apply approved thread lubricant at each bit change — never dry-run T51 connections. Clean all rock fines from the thread bore before reconnection. A damaged bit thread will accelerate wear on the more expensive extension rod coupling.
Step 5 — Storage & Handling: Prevent Corrosion and Impact Damage
Store RockHound bits horizontally in racks, never stacked loose. Apply light rust-preventive oil to threads and carbide inserts if storing longer than two weeks. Avoid dropping bits on concrete or steel — even a single high-impact drop can initiate micro-cracks in carbide inserts that go undetected until in-hole failure.
→ Full operational guide:
How to Choose the Right Face Design
Both RockHound T51 89mm variants share the same 45CrNiMoVa body, YK05 carbide grade, and T51 thread. Face geometry is the only variable. Select based on your rock mass characteristics and hole deviation requirements.
→ Technical deep-dive: Top Hammer Drill Bit Types: Face Design & Button Shape
| Feature | Standard Button — Flat Face (173-8915-7805 · 5.3 kg) |
Drop Center (175-8914-7805 · 4.8 kg) |
|---|---|---|
| Best For | Competent, massive rock with moderate to high abrasivity | Fractured, jointed, or laminated formations where hole deviation control is critical |
| Rock Type | Massive granite, basalt, gneiss (UCS 180–280 MPa) | Jointed, laminated, schist-type, medium-hard limestone, dolomite, heterogeneous formations |
| Abrasivity | High abrasivity index (Cerchar AI > 3) | Medium to high |
| Key Advantage | Maximum carbide coverage for longer button life in hard ground | Superior hole straightness and reduced deviation |
| Recommended Applications | Production drilling where penetration rate is priority; rock without significant jointing or lamination | Tight-pattern stoping (≤ 1.5% deviation), holes >30m depth, high-cycle-rate drilling |
| Weight | 5.3 kg | 4.8 kg (lighter, benefits high-cycle drilling) |
If uncertain, run a comparative trial of 5–10 holes with each variant in your specific ore body and measure deviation and meters-per-bit before committing to production quantities.
Related Products
Alternative face geometry for improved bit withdrawal and cuttings clearance in difficult ground conditions.
High-straightness round rod for T51 long-hole drill strings. Available in standard length increments to build any required hole depth.
Male-Female speed rod for rapid string assembly. 52mm body provides deep-hole stiffness and deviation control in demanding long-hole programs.
OEM / Custom Branding
RockHound supports OEM and private-label customers with custom logo marking on T51 button bits. Logo size up to 100×100mm · Vector artwork required · MOQ applies · Fast production turnaround. Contact the RockHound sales team to request a branding specification sheet and quotation.
© RockHound · rhdrill.com · All specifications subject to change without notice. Contact RockHound for the latest certified dimensional drawings.
FAQ
The RockHound T51 89mm button bit with YK05 carbide is optimized for medium-hard to extremely hard rock — Protodyakonov hardness coefficient f = 10 to 18, corresponding to UCS of approximately 100–280 MPa. Typical formations include granite, basalt, quartzite, gneiss, and hard limestone. In softer rock (f < 8), consider a larger button diameter or ballistic-insert variant for better penetration rate. For very abrasive formations with high silica content, YK05's fine-grain structure provides superior wear resistance compared to standard K10 or K20 carbide grades.
Insert failure typically stems from four root causes: (1) Thermal fatigue — repeated heating and rapid cooling of carbide due to inadequate flushing; (2) Over-drilling without regrinding — flat-spotted buttons develop bending stress at the root that causes transverse cracking; (3) Excessive percussion energy relative to rock hardness — drilling soft rock with hard-rock parameters causes shock-wave reflection that fractures inserts; (4) Material or manufacturing defects — sub-standard carbide grade, improper press-fit interference, or insufficient heat treatment depth. RockHound's 45CrNiMoVa body with 20-hour heat treatment and certified YK05 inserts directly address causes 3 and 4. Causes 1 and 2 are operator-controlled and covered in RockHound's maintenance guidelines.
Choose the RockHound Drop Center (175-8914-7805) when hole straightness is a controlling factor in your blast design — typically in long-hole stoping where holes exceed 20–30m and drilling pattern tolerance is ≤ 1.5% deviation. The recessed center forces the bit to self-correct and track straighter in laminated, jointed, or heterogeneous rock. Choose the Standard Button flat face (173-8915-7805) in massive, high-UCS rock where the priority is maximum penetration rate and gauge button durability.
Yes. The T51 thread is an industry-standard specification with defined flank angle, pitch, and major/minor diameter tolerances. RockHound T51 button bits are manufactured to these cross-compatible dimensions and will mate correctly with T51 extension rods, coupling sleeves, and shank adapters from all major OEM manufacturers. For a complete T51 drill string from a single supplier, RockHound also offers T51 extension round rods and T51 52mm MF rods.
Yes. RockHound provides both laser marking and mechanical stamping for distributor and OEM branding. Custom logos, part codes, or brand names can be applied to the bit body — maximum marking area 100×100mm. Artwork must be supplied in vector format (SVG, AI, or DXF). Minimum order quantities apply for branded production runs. Contact the RockHound sales team with your logo file, preferred placement, and quantity requirements.
The RockHound T51 89mm bit uses spherical (ball) buttons — the dominant shape in top-hammer percussive applications. Spherical buttons offer symmetric wear (enabling regrinding back to original profile) and broad-area contact that distributes impact energy efficiently in hard rock. Ballistic buttons have an elongated, pointed profile that concentrates contact stress for higher penetration rate in medium and soft rock, but they wear unevenly and are more difficult to regrind. RockHound also manufactures a T51 Retrac Button Bit with alternative geometries for specific ground conditions.
Service life varies with rock type, drilling parameters, and flushing efficiency. As a general industry benchmark for T51 89mm button bits in long-hole applications — hard granite/quartzite (f 14–18): 200–400m per bit with regular regrinding; medium-hard limestone/basalt (f 10–14): 400–800m per bit. These figures assume regrinding at each 1/3 button diameter wear point and correct drilling parameters. Poor flushing or skipped regrinding cycles typically halve service life. RockHound's YK05 carbide and 45CrNiMoVa body with 20-hour heat treatment place this bit in the upper performance range of comparable products at equivalent price points.