



Product Overview
The RockHound ST68 Thread Retrac Button Drill Bit is a heavy-duty top hammer bit designed for high-impact percussion drilling in demanding underground mining, production blasting, and tunneling applications. Built to pair with ST68-threaded drill strings and high-power drifter rigs, this series is engineered where both drilling performance and reliable bit extraction are non-negotiable.
The defining feature of this product is its Retrac body geometry — longitudinal ribs machined along the rear skirt of the bit body that are larger in diameter than the central shank. When ground conditions are fractured, blocky, or collapse-prone, a conventional bit frequently becomes wedged in the borehole during pull-out. The retrac profile acts as a secondary reaming surface, allowing the bit to cut its way back out rather than becoming irretrievably stuck, protecting the entire drill string from costly downtime.
Combined with a Drop Center (DC) face design, these bits deliver aggressive cuttings evacuation, reduced deviation in deep holes, and consistent penetration rates in medium-to-hard rock formations. The Drop Center face positions the central buttons below the gauge ring, channeling flushing air directly toward cuttings and preventing re-grinding of debris — a critical advantage in long-hole production drilling.
Material & Manufacturing
RockHound applies metallurgical rigor at every stage of production to ensure these bits withstand the extreme cyclic loading, torsion, and abrasion of modern top hammer drilling.
Bit Body — 45CrNiMoVa Alloy Steel
The bit body is forged from 45CrNiMoVa high-strength low-alloy steel, a chromium-nickel-molybdenum-vanadium composition purpose-developed for percussion drilling tools. This grade delivers the optimal combination of core toughness (to absorb repeated shock waves from the drifter), fatigue resistance (critical at the thread root under high-frequency rotation), and machinability for precise thread geometry. Learn more about why we choose 45CrNiMoV for our top hammer components.
Carbide Inserts — YK05 Tungsten Carbide
All button inserts are pressed from YK05 grade tungsten carbide — a fine-grain WC-Co formulation balanced for both hardness (wear resistance against abrasive rock minerals) and transverse rupture strength (impact resistance to prevent button fracture under high-energy percussion). The result is carbide that stays in gauge longer and requires less frequent regrinding, directly lowering your cost-per-meter. See our full material analysis: Top Hammer Drill Bit Material: 45CrNiMoV & YK05.
Heat Treatment
Every ST68 bit undergoes a proprietary 20-hour heat treatment process that includes controlled carburizing, quenching, and multi-stage tempering to achieve a hard wear-resistant surface while maintaining a tough, ductile core — eliminating the brittleness that causes catastrophic thread or body failures.
All bits are produced following a world-class rock drill bits manufacturing process with batch-level quality control to guarantee dimensional consistency across your entire fleet.
Key Features
- Retrac Body Design: Longitudinal retrac ribs machined into the rear skirt allow the bit to ream its way out of collapsed or caving boreholes, dramatically reducing stuck-bit incidents and lost equipment costs.
- Drop Center Face: The recessed center face improves flushing efficiency, prevents cuttings recirculation, and maintains straighter holes at greater depths compared to flat-face designs.
- ST68 Thread Interface: The large-diameter ST68 thread standard provides high bending stiffness, excellent torque transmission, and secure coupling to heavy drifter rods — purpose-matched for 102–115 mm hole diameters.
- YK05 Carbide Buttons: Premium tungsten carbide inserts with spherical geometry offer an extended wear life in abrasive formations, reducing regrinding intervals and increasing total meters drilled per bit.
- 45CrNiMoVa Forged Body: High-strength alloy body with outstanding fatigue resistance to handle the repeated shock loading of modern high-frequency percussion drills.
- Optimized Flushing Ports: Strategically positioned flushing holes combined with the drop center face geometry ensure rapid, complete cuttings evacuation to maintain maximum penetration rate (ROP).
- Custom Logo Marking: OEM and fleet management branding supported. Laser or stamp marking available with a maximum logo size of 100 × 100 mm on the bit body.
Technical Specifications
Type: Button / Drop Center / Retrac — ST68 Threaded
| Bit Type | Diameter (mm) | Diameter (inch) | Buttons: Gauge (No×Size) | Buttons: Centre (No×Size) | Gauge Angle | Thread | Product Code | Weight (kg) |
|---|---|---|---|---|---|---|---|---|
| Standard Button | 102 | 4 | 8 × 13 mm | 6 × 13 mm | 35° | ST68 | 173-0214-2B05 | 5.5 |
| Standard Button | 115 | 4 1/2 | 8 × 14 mm | 6 × 13 mm | 35° | ST68 | 173-1514-2B05 | 5.8 |
| Drop Center/Retrac | 102 | 4 | 8 × 13 mm | 6 × 13 mm | 35° | ST68 | 174-0214-2B05 | 5.5 |
| Drop Center/Retrac | 115 | 4 1/2 | 10 × 12 mm | 8 × 12 mm | 35° | ST68 | 174-1518-2B05 | 7.0 |
Note: Custom diameters, button configurations, and thread types are available on request. Contact RockHound for OEM or large-volume specifications.
Application Scenarios
The ST68 Retrac Button Bit series is the preferred solution for:
- Underground Hard Rock Mining: Long-hole stoping, sub-level caving, and production blasting where deep, straight holes and reliable extraction are critical to blast pattern accuracy.
- Development Drifting & Tunneling: Face drilling and cross-cut development in fractured or structurally complex rock masses where bit recovery downtime directly impacts advance rates.
- Surface Quarrying & Bench Drilling: Large-diameter bench drilling in medium-to-hard granite, basalt, limestone, or quartzite formations requiring consistent hole quality.
- Civil Engineering & Infrastructure: Foundation anchor drilling, pre-split blasting, and rock bolt installation in geologically unstable ground where the retrac body’s extraction capability is essential.

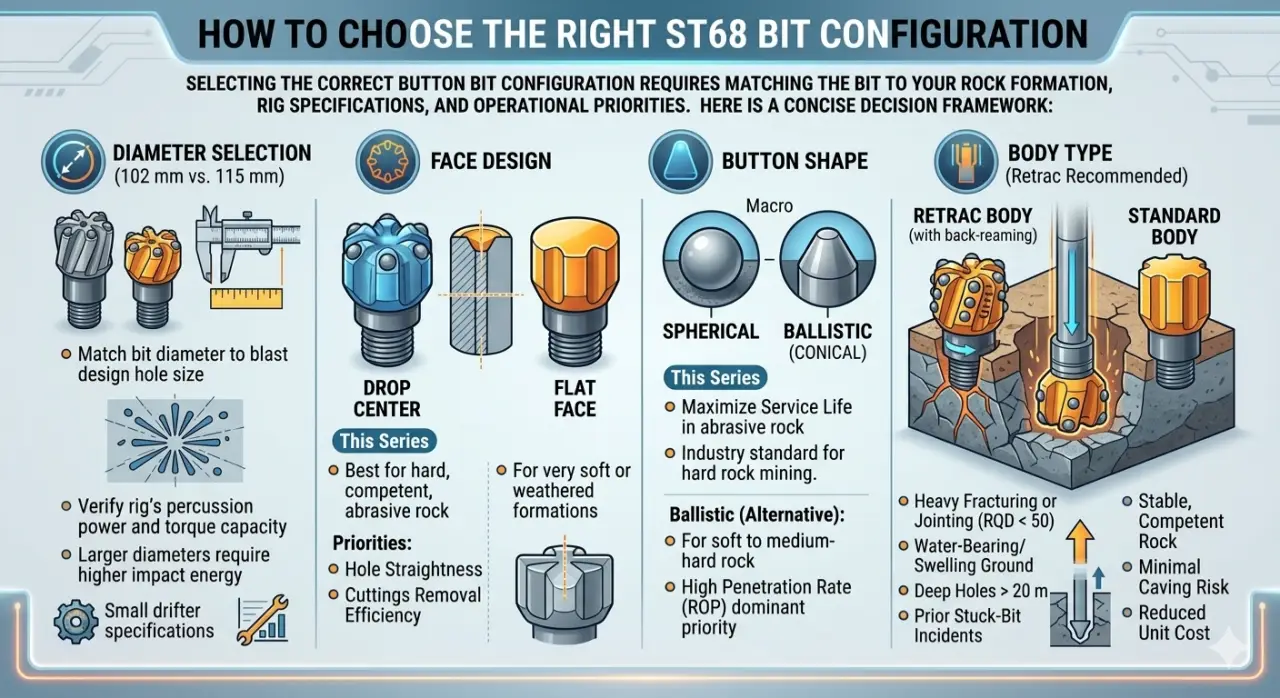
How to Choose the Right ST68 Bit Configuration
Selecting the correct button bit configuration requires matching the bit to your rock formation, rig specifications, and operational priorities. Here is a concise decision framework:
Diameter Selection (102 mm vs. 115 mm)
Match the bit diameter to your blast design hole size and confirm the rig’s percussion power output is appropriate. Larger diameters require higher impact energy and rotation torque; verify your drifter’s specifications before upsizing.
Face Design
The Drop Center face on this series is the correct choice for hard, competent, or abrasive rock where hole straightness and cuttings removal efficiency are priorities. For very soft or weathered formations, a flat face may be considered. See our in-depth guide: Top Hammer Drill Bit Types: Face Design & Button Shape.
Button Shape
The spherical buttons specified in this series maximize service life in abrasive rock. If your formation is soft to medium-hard and penetration rate (ROP) is the dominant priority over longevity, ballistic (conical) buttons are an alternative. Spherical buttons are the industry standard for hard rock mining applications.
Body Type
The Retrac body is strongly recommended when:
- Rock mass classification indicates heavy fracturing or jointing (RQD < 50).
- Ground is water-bearing or swelling.
- Hole depths exceed 20 m and collapse risk increases.
- Historical stuck-bit incidents have occurred on the same site.
For stable, competent rock with minimal caving risk, a standard (non-retrac) body may reduce unit cost. Always evaluate against your actual ground conditions.
Maintenance & Care
Proper maintenance of your ST68 bits is the single most controllable factor in achieving a low cost-per-meter. Follow these best practices:
- Monitor Button Wear: Inspect carbide buttons after each shift. Remove the bit from service for regrinding before the flat (worn flat area on the button crown) exceeds 1/3 of the original button diameter. Drilling beyond this threshold causes rapid acceleration of body wear and potential button loss.
- Regular Button Regrinding: Use a precision grinding cup matched to the button’s original radius to restore the spherical profile. Correct geometry restores penetration rate close to that of a new bit and extends total bit life significantly.
- Thread Lubrication: Apply a quality thread grease (copper-based or molybdenum disulfide compound) to the ST68 male thread before every coupling. This prevents galling, reduces thread wear, and ensures safe break-out torque.
- Impact Energy Matching: Do not operate an ST68 bit below the minimum recommended feed pressure or percussion pressure. Under-powered drilling causes the bit to bounce rather than crush rock efficiently, leading to accelerated shank and thread fatigue.
- Storage: Store bits vertically or in a rack system to prevent thread damage. Avoid contact with moisture for extended periods without thread protection caps.
For comprehensive operational guidance, refer to our full article: Top Hammer Button Bit: How It Works, Uses & Maintenance.
Related Drill Rod
The ST68 thread profile features a significantly larger cross-sectional contact area compared to conventional T-series threads, delivering higher bending stiffness and superior energy transmission with minimal loss.
All specifications are based on current RockHound production standards. Custom configurations, bulk pricing, and OEM supply agreements are available — contact RockHound for a tailored quote.
FAQ
ST68 is a heavy-duty tapered thread standard designed for large-diameter top hammer drilling, typically covering hole diameters from 102 mm (4") to 127 mm (5"). Compared to smaller thread sizes like T51 or R51, the ST68 has a larger root diameter and a coarser thread pitch, providing significantly higher bending stiffness and torque transmission capacity. It is the correct choice when pairing with high-energy drifter rigs in underground mining or large-bench quarry applications.
In underground mining and tunneling, the rock mass is rarely uniform. Fractures, joints, and fault zones allow the borehole wall to collapse around the bit during drilling or pull-out. A standard body bit has no mechanism to re-enter this collapsed material and will become stuck, potentially requiring the drill string to be abandoned. The Retrac body features rear-facing cutting edges and a larger rear-skirt diameter that allow the bit to ream through collapsed material during extraction. This reduces stuck-bit incidents, eliminates drill string losses, and maintains production schedules.
Yes. RockHound supports custom laser marking and stamp marking on the ST68 bit body for OEM supply, fleet asset tracking, or brand identification. The maximum logo or marking area is 100 × 100 mm. Please provide your artwork file (vector format preferred) when submitting your order inquiry.
Regrinding can restore a worn bit provided the button is not fractured, lost, or worn below the retention threshold. Replace the bit (rather than regrind) when:
- One or more carbide buttons are fractured, chipped, or missing.
- The button has worn flush with the bit face (total button loss imminent).
- The bit body shows visible erosion around the button seats or flushing holes.
- Thread flanks show measurable wear that could compromise break-out torque or coupling integrity.
Regular shift inspections following the guidelines in our maintenance guide will help you make this determination accurately before catastrophic failure occurs.
The 20-hour heat treatment cycle is a controlled multi-stage process that includes carburizing (to harden the surface), quenching (to lock in the hardness), and extended tempering (to relieve internal stress and restore core toughness). A shorter heat treatment cycle leaves residual stresses in the steel that accelerate fatigue cracking at the thread root and shank — the highest stress concentration points on a percussion drill bit. The extended 20-hour cycle ensures that both the surface hardness and the core toughness targets are fully achieved before the bit leaves production. More details: 20-Hour Heat Treatment In Rock Drilling Tools.