


Description
The T38-76mm Thread Button Bit is a high-performance rotary-percussive drill bit engineered for bench drilling and long-hole production drilling in medium-to-hard rock formations. Manufactured with a 45CrNiMoVa alloy steel body and YK05 tungsten carbide inserts (TCIs), this bit delivers outstanding wear resistance, fatigue toughness, and penetration rate consistency across demanding mine and quarry environments.
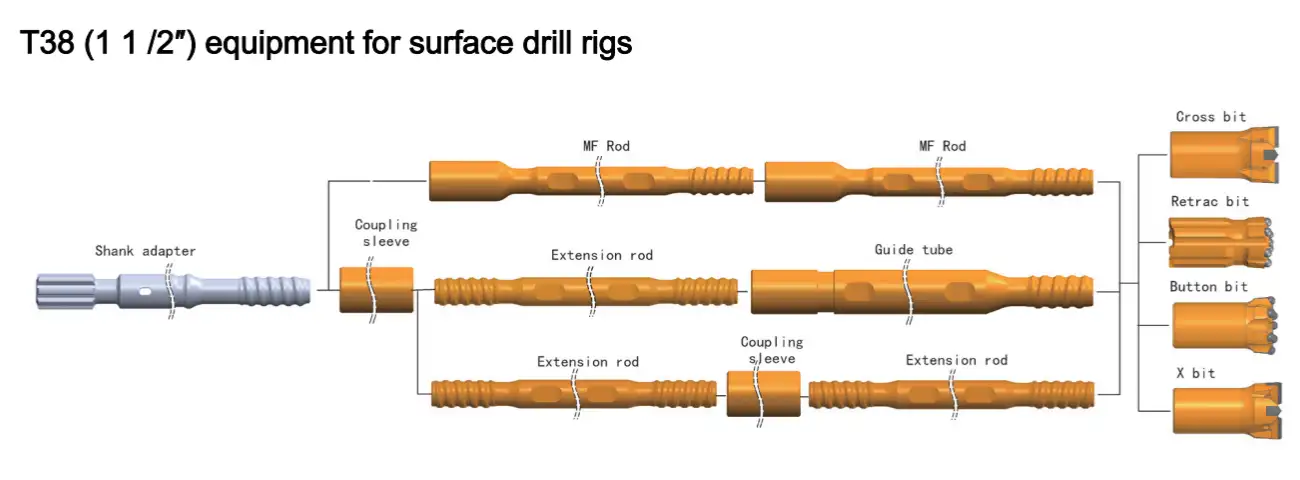
The precision-machined T38 male thread (38 mm thread diameter) provides a rigid, positive connection to coupled extension rods and shanks, minimizing energy attenuation during each hammer blow and reducing the risk of uncoupled joints in deep-hole applications.
Available in Drop Center (DC) and Flat Face (FF) configurations with multiple button geometries, the T38-76mm series can be matched to site-specific lithology—from moderately abrasive limestone to highly abrasive granite and basalt.

Industry note: “Button bit” refers to a drill bit fitted with cemented tungsten carbide inserts (buttons) pressed into pre-machined seats on the bit face. The button geometry (spherical, ballistic/parabolic) and face profile (flat face, drop center) directly govern penetration rate (ROP) and bit life in given rock conditions.
Key Technical Features
Premium Bit Body — 45CrNiMoVa Alloy Steel
Forged and heat-treated to HRC 38–42, the 45CrNiMoVa (Cr-Ni-Mo-V alloyed steel) body exhibits high yield strength, excellent fracture toughness, and superior fatigue resistance under cyclic percussive loading. This alloy grade is the industry benchmark for down-the-hole (DTH) and top-hammer button bit bodies.
High-Grade Tungsten Carbide Inserts — YK05 Grade
YK05 is a fine-grain WC-Co cemented carbide grade with a cobalt binder content optimized for hardness (HRA ≥ 89.5) and transverse rupture strength (TRS ≥ 3,000 MPa). The grade provides superior resistance to abrasive wear while maintaining the impact toughness necessary to resist insert cracking and spalling in fractured or interbedded rock.
T38 Male Thread (Rope Thread Standard)
Compliant with the Atlas Copco / Sandvik T38 rope-thread standard, ensuring full interchangeability with standard T38 drill rods, coupling sleeves, and shanks from major OEM and aftermarket suppliers.
Optimized Flushing System
Multi-directional flushing holes and large chip evacuation channels (flutes) are designed using CFD-informed geometry to maximize return-air velocity, accelerate cuttings removal, prevent regrinding of debris, and reduce bit balling risk in clay-bearing formations.
Available Face Profiles & Button Configurations
Drop Center and Flat Face profiles; spherical or ballistic button geometry options to suit varying ROP vs. bit-life trade-off requirements.
Technical Specifications
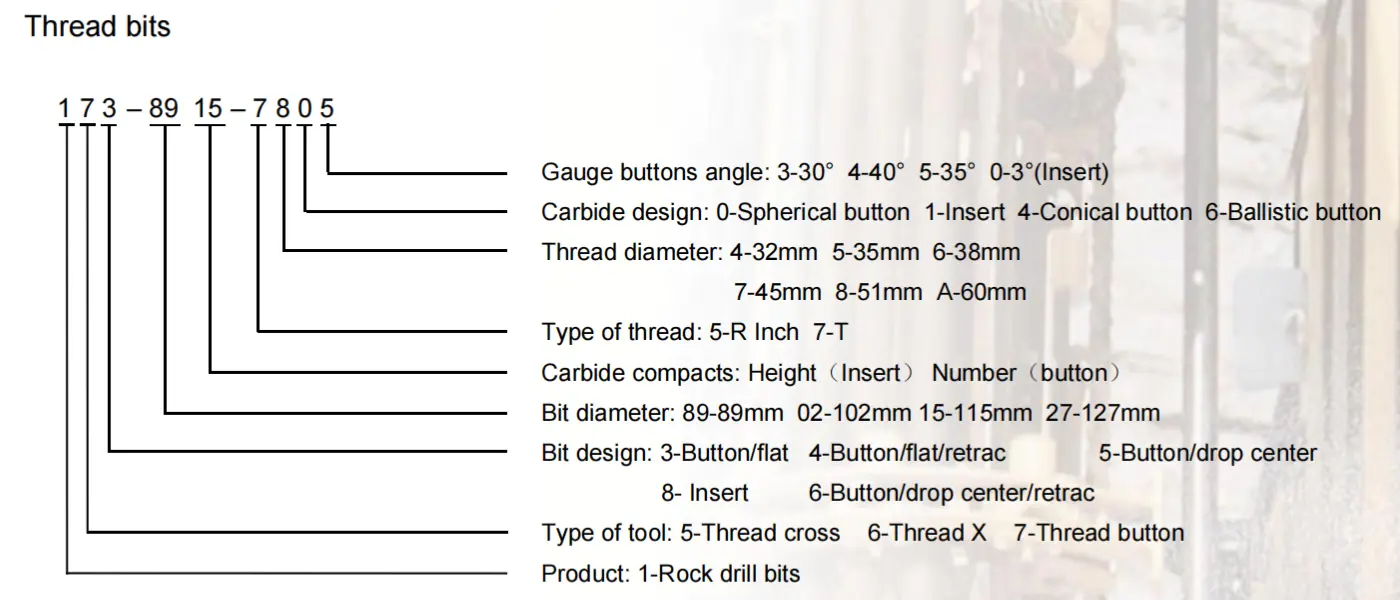
T38-76mm Thread Button Bits Product Code Example:
| Diameter (mm) | Diameter (inch) | Face Design | Gauge Buttons (No×Size) | Centre Buttons (No×Size) | Angle | Product Code | Weight (kg) |
|---|---|---|---|---|---|---|---|
| 76 | 3″ | Drop Center | 7 × 12mm | 4 × 11mm | 35° | 175-7611-7605 | 2.4 |
| 76 | 3″ | Button (Flat) | 8 × 11mm | 6 × 10mm | 35° | 173-7614-7605 | 3.3 |
| 76 | 3″ | Button (Flat) | 8 × 10mm | 6 × 10mm | 40° | 173-7614-7664 | 3.4 |
| 76 | 3″ | Button (Flat) | 8 × 11mm | 6 × 10mm | 30° | 173-7614-7603 | 3.3 |
Gauge Button Angle:refers to the inclination of the outermost button row relative to the bit axis. A higher angle (e.g. 40°) improves gauge protection in highly abrasive formations; a lower angle (30°) favors aggressive cutting action in less abrasive rock.
Selecting the Right T38-76mm Button Bit
By Face Profile
Drop Center (DC) The recessed center creates a guiding “pilot” action that improves borehole straightness and reduces hole deviation. Recommended for:
- Soft to medium-hard rock (UCS 40–120 MPa)
- Applications where hole quality and alignment are critical (pre-split blasting, vertical production holes)
- Formations with moderate abrasivity (Cerchar Abrasivity Index CAI < 3)
Flat Face (FF) The full-contact face profile provides a larger load-bearing area, distributing impact energy more uniformly across all buttons. Recommended for:
- Hard to very hard rock (UCS > 120 MPa), e.g. granite, quartzite, gneiss
- Highly abrasive formations (CAI ≥ 3) where gauge wear is the primary failure mode
- Applications requiring maximum bit body durability under high feed force
By Button Geometry
Spherical Buttons (Standard — supplied as default) Hemispherical carbide insert geometry. Balances wear resistance and regrindability. Best suited to hard, abrasive rock where bit life per meter drilled is prioritized.
Ballistic / Parabolic Buttons (Available on request) Elongated ogive geometry. Produces a more aggressive cutting action and higher penetration rate. Best suited to medium-hard, less abrasive rock where ROP is the primary KPI. Note: ballistic buttons have a shorter regrind interval than spherical buttons.
Typical Applications
- Open-Pit Bench Drilling — Primary blast-hole drilling in iron ore, copper, gold, limestone, and aggregate quarrying operations
- Underground Long-Hole Stoping (LHS) — Upholes and downholes in sublevel stoping and bench-and-fill mining methods
- Infrastructure & Construction — Road cuts, dam foundations, and large-diameter anchor drilling requiring 3″ (76 mm) hole diameter
- Tunnel Face Drilling — Used in conjunction with T38 drill steels in jumbo-mounted top-hammer rigs (Atlas Copco, Sandvik, Furukawa platforms)
Compatible Rock Types: Granite, basalt, rhyolite, dolerite, quartzite, gneiss, limestone, dolomite, and interbedded mixed formations
Maintenance & Reconditioning Guidelines
Proper bit maintenance is the single most effective lever for reducing cost per meter (CPM) in any drilling program.
- Button Regrinding Interval Inspect gauge buttons after each shift. Initiate regrinding when the flat wear scar exceeds one-third (1/3) of the button diameter. Delaying regrinding beyond this threshold leads to accelerated body washing, erosion of the bit face around insert seats, and premature bit retirement.
- Thread Lubrication Apply a high-pressure, copper-based thread grease (conforming to MIL-PRF-907 or equivalent) to the T38 male thread before each make-up. This prevents galling, eases break-out, and extends thread life.
- Feed Pressure Calibration Set feed force (thrust) in accordance with rock UCS and manufacturer rig specifications. Excessive feed force causes button fracture and ring cracking; insufficient feed force results in glazed buttons and reduced ROP.
- Flushing Air Volume Maintain minimum recommended air volume (m³/min) at the bit face to ensure return velocity sufficient for complete cuttings evacuation. Inadequate flushing is a primary cause of bit balling, button re-grinding, and premature wear.
- Post-Shift Cleaning & Storage Rinse the bit and thread with clean water or compressed air after each shift. Apply a light coat of rust inhibitor to threads during storage. Never store bits in contact with caustic drilling fluids or acidic groundwat
Why Choose RockHound
- Vertical integration: In-house forging, heat treatment, carbide pressing, and CNC thread machining — no subcontracted body or insert supply
- Material traceability: Mill certificates for 45CrNiMoVa steel and sintering batch records for YK05 inserts available on request
- Custom configurations: OEM thread type, face design, button geometry, and product coding available for orders ≥ 50 pcs
- Quality assurance: 100% dimensional inspection; hardness testing per batch; thread gauge verification (Go/No-Go)
- Delivery: Stock items ship within 3–5 business days; custom orders within 15–20 business days

Related Reading:
Frequently Asked Questions
The T38-76mm button bit uses a standard T38 rope thread and is compatible with T38 extension rods, T38 coupling sleeves, and T38-to-shank adapters from all major OEM suppliers (Atlas Copco, Sandvik, Furukawa, Montabert). Always verify thread pitch and tolerance with your rig manufacturer.
Drop Center bits have a concave (recessed) center section that guides the bit and improves hole straightness in soft-to-medium rock. Flat Face bits have a flush face profile that distributes impact energy evenly, making them more durable in hard and highly abrasive formations.
Regrind when the flat wear scar on gauge buttons reaches 1/3 of the button diameter. Waiting longer accelerates body washing and significantly shortens remaining bit life.
No. T38 and T45 are different thread standards and are not interchangeable. The thread pitch, diameter, and taper angle differ. Using mismatched threads will result in thread damage and possible rod/bit separation downhole.
We use YK05, a WC-Co grade with high hardness (HRA ≥ 89.5) and TRS ≥ 3,000 MPa. It is comparable in performance profile to grades such as Sandvik H7 or Kennametal KC810 — optimized for abrasive hard rock applications rather than maximum impact resistance in soft fractured rock.