




Description
The RockHound T51 Coupling Sleeve is a precision-engineered connecting component in the top hammer drill string. It serves as the mechanical bridge between the Shank Adapter and the first extension rod, or between two extension rods during deep-hole drilling operations.
As a direct load-bearing link in the percussive chain, the coupling sleeve must transmit both impact energy (stress waves) and rotational torque with zero misalignment. Thread-to-thread precision is not optional — it is the difference between maximum penetration rate and premature component failure.
RockHound offers two functional configurations:
- Middle Stop: Internal shoulder design that centers both mating rods at the sleeve midpoint, maximizing axial stress wave transmission and preventing over-threading
- Reduction (T51/T45): Asymmetric thread design enabling seamless transition between T51 and T45 rod systems within the same drill string
Both types are manufactured to the same material and heat treatment standards and support full OEM/custom branding.
Material: 23CrNiMo Alloy Steel
RockHound T51 Coupling Sleeves are manufactured from 23CrNiMo low-alloy case-hardening steel — the benchmark material in professional top hammer drilling tools.
This steel grade combines three key alloying elements:
- Chromium (Cr): Enhances surface hardness and corrosion resistance under abrasive rock conditions
- Nickel (Ni): Improves core toughness and resistance to impact-induced fracture
- Molybdenum (Mo): Increases fatigue strength and thermal stability under high-frequency percussion loads
Compared to standard carbon steels, 23CrNiMo delivers significantly higher resistance to thread stripping, thermal cracking, and cyclic fatigue — all of which are critical failure modes in T51 coupling applications.
For a detailed metallurgical breakdown, read our technical guide: Rock Drill Rod Raw Material Comparison: 23CrNiMo vs Sanbar64

Features
20-Hour Precision Carburizing & Heat Treatment
Every RockHound coupling sleeve undergoes our proprietary 20-hour carburizing and heat treatment process. This creates a hard, wear-resistant outer case (HRC 58–62) while preserving a tough, ductile core (HRC 35–40) that absorbs shock without brittle fracture. The result is a component engineered to outlast sleeves manufactured with shortened thermal cycles.
CNC Thread Machining to Tolerance
T51 threads are CNC-machined to strict dimensional tolerances, ensuring accurate thread engagement with your shank adapter and extension rods. Tight tolerances prevent micro-gaps that cause energy leakage, thread galling, and accelerated wear.
Middle Stop Internal Shoulder Design
The Middle Stop variant incorporates a precisely machined internal stop shoulder. This feature ensures both mating rod ends contact the sleeve at the correct depth, maintaining optimal stress wave propagation and eliminating rod-end float during percussion.
Anti-Seize Internal Geometry
Optimized internal clearances reduce rod-to-sleeve contact friction during uncoupling, minimizing the risk of seized connections underground and reducing downtime during rod changes.
OEM & Custom Branding Ready
Laser etching or steel stamping of specifications, batch numbers, or your company logo is available. Maximum logo size: 100mm × 100mm.
20-Hour Deep Carburization Manufacturing Process
For more information, please view:
Rock Drill Coupling Sleeve Manufacturing Process
Specification
| Type | Thread | Length (L) mm/inch | Diameter (D) mm/inch | Product Code | Weight (kg) |
|---|---|---|---|---|---|
| Middle Stop | T51 | 235 (9 1/4″) | 72 (2 27/32″) | 302-7223-7878 | 4.0 |
| Middle Stop | T51 | 235 (9 1/4″) | 77 (3 1/32″) | 320-7223-7878 | 4.3 |
| Reduction | T51/T45 | 235 (9 1/4″) | 72 (2 27/32″) | 330-7223-7877 | 4.2 |
Note: All dimensions are measured at nominal thread engagement under standard tolerance. Custom lengths and OD profiles are available upon request.
Applications
Surface Mining & Quarrying
T51 coupling sleeves are the standard choice for bench drilling operations in granite, basalt, limestone, and other hard rock formations. The 77mm heavy-duty variant is recommended for high-abrasion environments with extended shift drilling cycles.
Tunneling & Underground Construction
In confined underground environments, reliable coupling performance is critical. RockHound T51 sleeves maintain consistent thread engagement under the lateral rod deflection common in cross-cut and drift drilling.
Civil Engineering & Foundation Drilling
Suitable for anchoring, micropiling, and soil reinforcement applications where T51 equipment is deployed with compact surface drill rigs.
Compatible Drill String Reference (T51 / 2" System)
The diagram below illustrates the complete T51 surface drill rig equipment string:
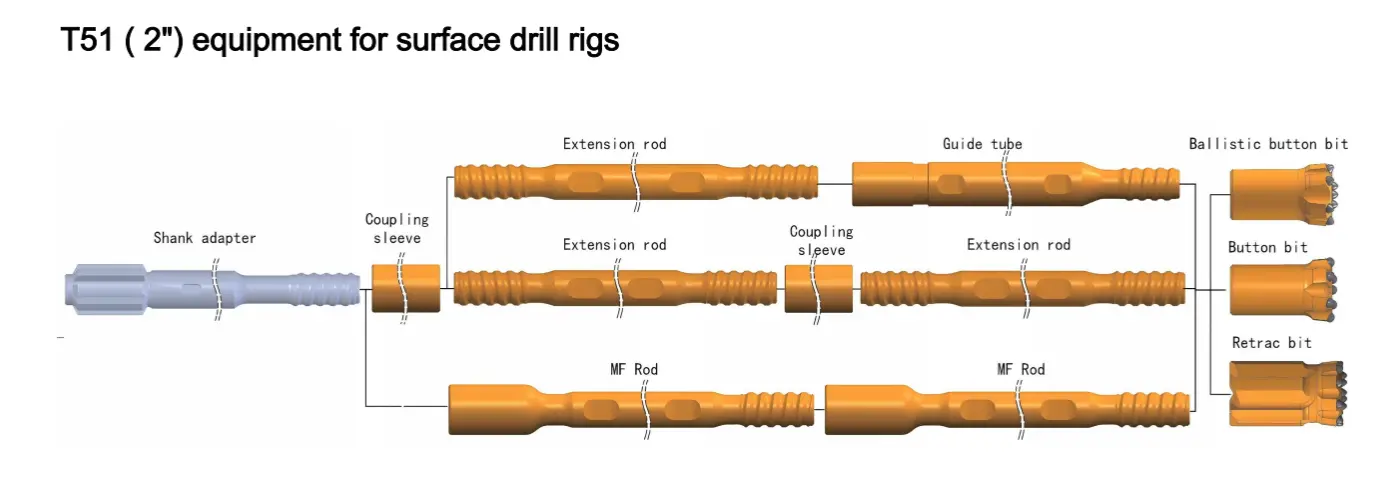
Shank Adapter → Coupling Sleeve → Extension Rod → (Coupling Sleeve) → Extension Rod / MF Rod → Guide Tube → Button Bit / Ballistic Button Bit / Retrac Bit
Coupling sleeves appear at every rod-to-rod junction. System performance across the entire string depends on dimensional consistency at each coupling point.
How To Select the Right T51 Coupling Sleeve
Step 1 — Confirm Thread Compatibility
Identify the thread type on both mating components. If both the shank adapter and extension rods are T51, select a Middle Stop T51 sleeve. If you are connecting a T51 drifter setup to existing T45 rod inventory, select the Reduction T51/T45 sleeve.[Reading: Top Hammer Coupling Sleeve:Uses,Types & Choose]
Step 2 — Select the Correct Outer Diameter
- 72mm OD (Standard): Compatible with the majority of T51 top hammer hole collaring setups. Suitable for rock hardness UCS up to 180 MPa in standard formations.
- 77mm OD (Heavy-Duty): Recommended for abrasive rock formations, extended penetration depths, or high-power drifter models (e.g., ≥18 kW percussion power). The additional wall thickness provides a longer thread service life under high-energy percussion.
Step 3 — Match to Your Drilling Depth & Rod String Length
For deeper holes requiring multiple rod extensions, always use the Middle Stop configuration. The internal stop shoulder ensures consistent stress wave centering across every coupling junction in a long drill string. Using a Reduction sleeve mid-string is only appropriate at the specific interface where thread size transitions occur.
Step 4 — Verify Compatibility with Your Shank Adapter
The coupling sleeve threads directly off the shank adapter’s rod-end thread. Refer to our guide on Shank Adapter Function, Work Mode, Selection & Maintenance to confirm matching thread profiles before ordering.

Maintenance & Service Life
Lubrication Before Every Shift
Apply a high-quality thread grease (EP grade, copper-based preferred) to both internal threads before coupling. Dry threads under percussion loading generate frictional heat that can cause thread surface micro-welding (“galling”), making uncoupling impossible and permanently damaging both the sleeve and rod ends.
Regular Thread Wear Inspection
Visually inspect thread flanks and crest geometry at each rod change. Replace the coupling sleeve immediately when thread flank wear exceeds 1/3 of the original thread thickness. Continuing to operate with worn threads accelerates rod end wear and risks in-hole coupling failure — a costly retrieval operation.
Avoid Impact During Storage & Handling
T51 coupling sleeves should be stored horizontally in protective racks, thread-end caps fitted where possible. Impact damage to thread entry chamfers causes misalignment on installation, leading to cross-threading and accelerated wear from the first percussion cycle.
Match Component Quality Across the Drill String
A coupling sleeve is only as effective as the components it connects. Using high-grade sleeves with worn or low-quality rods reduces system efficiency and shortens sleeve life. For background on why matched-quality components matter, see our Shank Adapter Production Process article.
Custom Branding & OEM Support
RockHound provides professional branding services for global distributors, drilling contractors, and OEM buyers.
| Branding Option | Detail |
|---|---|
| Maximum Logo Size | 100mm × 100mm |
| Methods Available | Laser etching / Steel stamping |
| Content Options | Company logo, product specifications, batch number, custom text |
| MOQ for Branded Orders | Available upon inquiry |
Related Production
FAQ
The Middle Stop is an internal machined shoulder inside the sleeve bore. When both mating rod ends are threaded in, they seat against this shoulder at the sleeve's center. This ensures precise axial alignment and direct contact between the rod ends — the most efficient path for stress wave transmission. It also prevents over-threading, which would cause the sleeve to crack under percussion.
A Middle Stop sleeve has identical T51 threads on both ends and is used to connect two components of the same thread size. A Reduction sleeve has T51 thread on one end and T45 on the other, allowing you to transition between different rod diameters within the same drill string — useful when combining T51 drifter equipment with existing T45 rod inventory.
Top hammer T51 systems operate at percussion frequencies of 40–60 Hz with energy outputs exceeding 200 J per blow. Standard carbon steels lack sufficient fatigue strength and toughness to withstand this cyclic loading. 23CrNiMo's combination of chromium, nickel, and molybdenum delivers the fatigue resistance and impact toughness required for reliable performance over thousands of meters drilled.
Shortened heat treatment cycles (common in lower-cost production) fail to achieve sufficient case depth — the hardened surface layer absorbs abrasion and contact stress. RockHound's 20-hour carburizing process achieves a controlled case depth that protects thread geometry throughout the sleeve's service life, while the unhardened core remains tough enough to absorb percussion shock without fracturing. Details: 20-Hour Heat Treatment In Rock Drilling Tools.
Choose the 77mm version when drilling in highly abrasive rock formations (e.g., quartzite, granite with high silica content), running high-power drifters above 18 kW, or when operational data shows the 72mm sleeve reaching end-of-life faster than your rods. The extra wall thickness adds approximately 0.3 kg per sleeve but meaningfully extends thread service life in demanding conditions.
There is no fixed meter-drilled replacement interval — service life depends on rock abrasiveness, drifter power, lubrication discipline, and rod rotation frequency. The practical replacement indicator is thread flank wear: when wear exceeds 1/3 of original thread thickness, replace the sleeve immediately. Waiting longer risks in-hole rod separation.
No. MF (integral thread) rods have the thread form machined directly onto the rod body and connect rod-to-rod without a separate coupling sleeve. Coupling sleeves are used in extension rod systems where the rod ends have external threads requiring a bridging connector. For a full view of how both systems fit into T51 equipment, refer to the drill string diagram on this page.