




Product Description
RockHound T51 Extension Round Rods are high-performance drilling components designed specifically for long-hole production drilling and bench drilling in underground mining, hard-rock quarrying, and tunneling operations.
The 52 mm round cross-section provides superior bending stiffness and rigidity compared to hexagonal rod profiles of equivalent weight. In long-hole and deep-hole applications, this structural advantage translates directly into better borehole straightness, reduced deviation, and a more accurate final blast pattern — all critical factors in maximizing blast efficiency and minimizing ore dilution.
As a core element of the T51 (2-inch) drill string, these extension rods connect the shank adapter to the drill bit via coupling sleeves, transmitting high-frequency percussion energy and rotational torque to the rock face with minimal loss at each joint. Their consistent mechanical performance directly reduces drilling cost per meter and extends the overall service life of your drill string components.
The T51 system is the established industry standard for medium-to-large-diameter long-hole drilling. Whether deployed in underground ring drilling, fan drilling, open stoping, or quarry bench drilling configurations, RockHound T51 rods deliver the fatigue life and coupling integrity that demanding operations require.
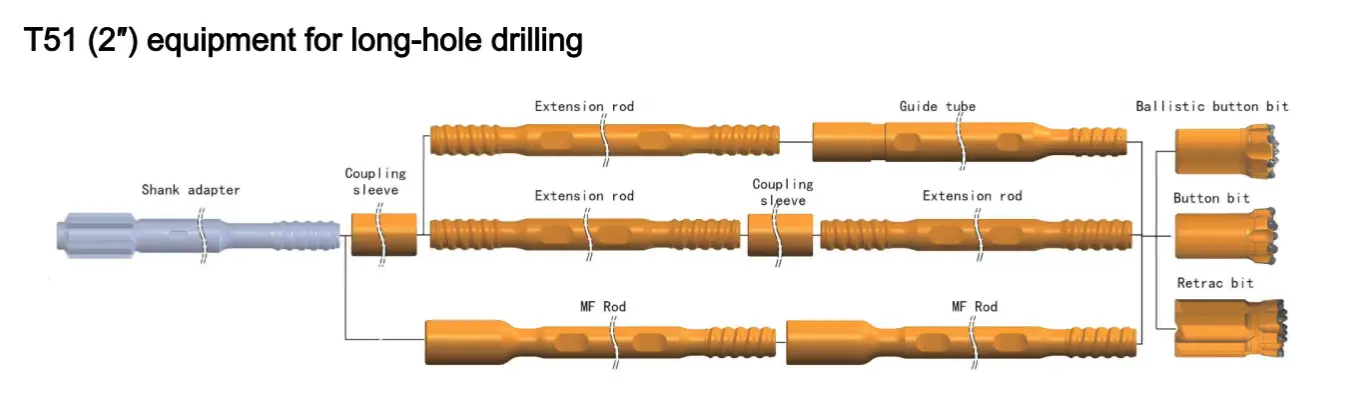
T51 Drilling System Overview
The T51 Extension Round Rod is used within a modular drill string. Understanding the full system ensures optimal component selection and compatibility.
Features & Benefits
Premium ZK22CrNi3Mo (23CrNiMo) Alloy Steel
Every RockHound T51 rod begins with high-grade ZK22CrNi3Mo (23CrNiMo) alloy steel — a material selected for its outstanding combination of toughness, impact resistance, and fatigue strength under continuous percussive loading. This alloy maintains its mechanical properties even after prolonged exposure to the high-stress, high-temperature conditions generated by top hammer drilling. To understand why 23CrNiMo is the preferred choice for demanding drill rod applications, read our detailed 23CrNiMo vs Sanbar64 material comparison.
20-Hour Deep Carburization Heat Treatment
Each rod undergoes a rigorous 20-hour deep carburization process — significantly longer than the industry-standard short-cycle treatments used by many suppliers. This extended carburization creates a deep, hard, wear-resistant surface layer while preserving a tough, flexible core. The result is dramatically reduced susceptibility to fatigue cracking, surface spalling, and brittle fracture under high-frequency impact loading, delivering measurably longer service life in hard and abrasive rock formations.
CNC Precision T51 Thread Processing
Thread profiles are machined using state-of-the-art CNC turning equipment to consistently tight dimensional tolerances. Precise thread geometry ensures uniform contact pressure across the full engagement length, minimizing localized stress concentrations at the thread root — one of the most common initiation sites for fatigue failure in drill rods. The result is reduced thread wear, prevention of accidental decoupling during rotation reversals, and elimination of energy losses at the coupling joint. Learn more about our rock drilling rod thread processing.
Optimized Internal Flushing Channel
The internal flushing hole is precision-bored to be concentric with the rod axis and has a smooth internal finish throughout its full length. This ensures efficient, unobstructed flow of the flushing medium — whether water or compressed air — from the shank adapter through to the drill bit face. Effective flushing continuously removes rock cuttings from the borehole, cools the drill bit carbide buttons, and prevents hole blockage, all of which directly reduce bit wear and maintain penetration rate over the full depth of each hole.
52 mm Round Cross-Section for Superior Stiffness
The round (circular) cross-section geometry provides the highest possible second moment of area for a given rod diameter and steel weight. In practical terms, this means the T51 52 mm round rod resists lateral bending more effectively than a hexagonal rod of similar mass. For long-hole and sub-level stoping applications where hole depths of 20–40 meters are common, this stiffness advantage becomes increasingly significant in maintaining hole direction and minimizing deviation.
Full T51 System Compatibility
Designed with standard T51 thread geometry on both ends, these rods integrate seamlessly with all T51 system components: T51 shank adapters, T51 coupling sleeves, T51 button bits, T51 ballistic bits, and T51 retrac bits. Full interchangeability across suppliers reduces on-site inventory complexity and simplifies component procurement.
Specifications
| Parameter | Specification / Value |
|---|---|
| Product Type | T51-Round 52-T51 |
| Material Grade | ZK22CrNi3Mo (23CrNiMo) |
| Length (L) | 1830 mm / 6 feet |
| Rod Diameter (D) | 52 mm / 2 inch |
| Cross-Section Profile | Round |
| Thread Type | T51 (Both Ends) |
| Heat Treatment | Deep Carburization (20 Hours) |
| Weight | 25.3 kg |
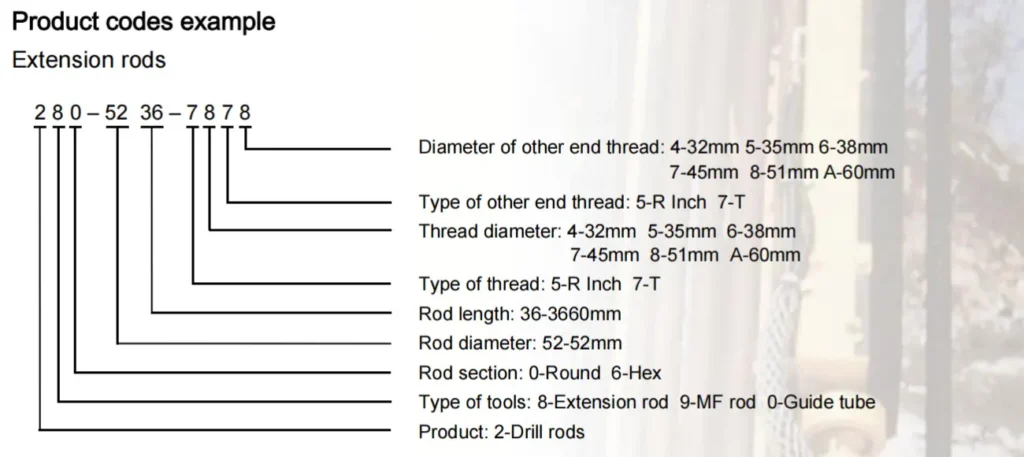
| Product Code | 280-5218-7878 |
| Compatible System | T51 (2-inch) Long-Hole Drilling |
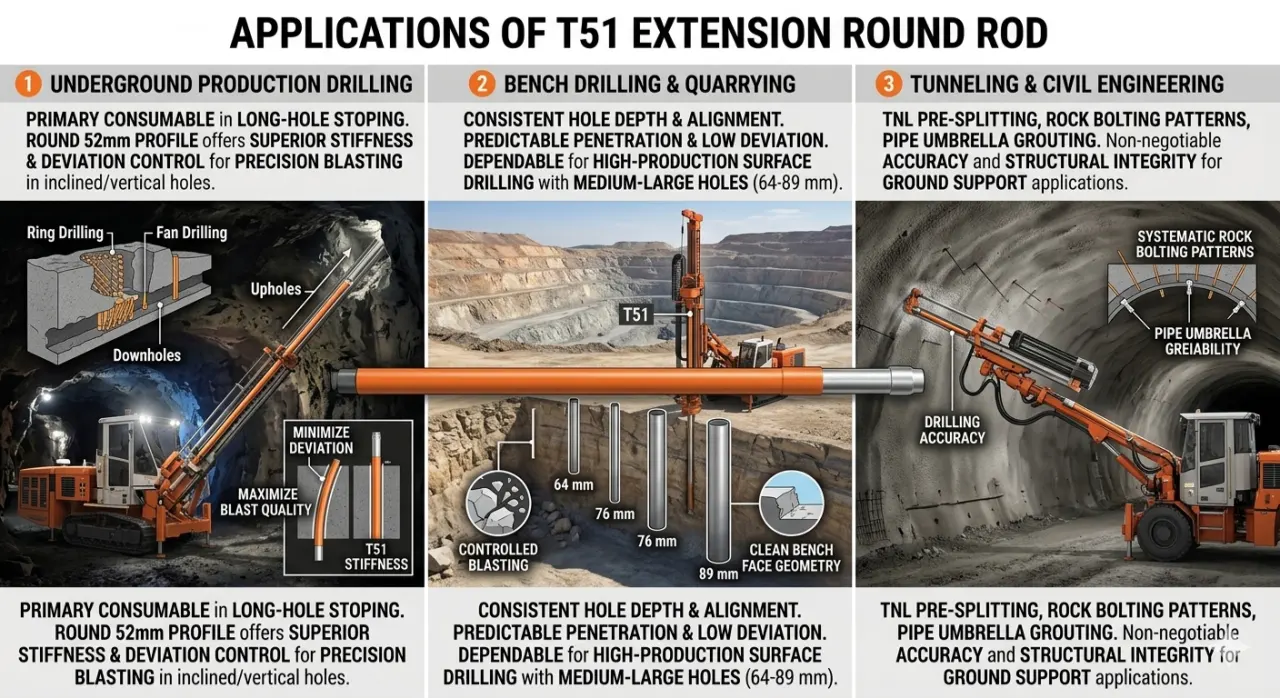
Applications
Underground Production Drilling
The T51 Extension Round Rod is the primary consumable in long-hole stoping operations in underground hard-rock mines. It is used in ring drilling, fan drilling, and upholes/downholes across a wide range of ore body geometries. The stiffness of the round 52 mm profile is especially valuable in inclined and near-vertical holes where deviation control is critical for blast fragmentation quality and minimizing ore loss and dilution.
Bench Drilling & Quarrying
In open-pit mining and dimension stone quarrying, consistent hole depth and alignment are prerequisites for controlled blasting and clean bench face geometry. The T51 round rod’s predictable penetration behavior and low deviation rate make it a dependable choice for high-production surface drilling operations with medium-to-large hole diameters (64–89 mm).
Tunneling & Civil Engineering
T51 extension rods are applied in tunnel pre-splitting, systematic rock bolting patterns, pipe umbrella grouting, and other civil engineering ground support applications where drilling accuracy and structural reliability are non-negotiable requirements.
How to Choose the Right Extension Rod
For a comprehensive overview of all extension rod types and selection criteria, refer to our guide: What Is an Extension Drill Rod? Types, Materials & Selection Guide.
1. Match the rod to your rock hardness
In extremely hard or abrasive rock types — granite, quartzite, basalt, taconite — the high fatigue strength and deep-carburized surface hardness of ZK22CrNi3Mo (23CrNiMo) steel is essential. Lower-grade steels will suffer accelerated surface wear and fatigue cracking under the high-frequency impact loads generated by modern top hammer rigs, resulting in significantly shorter rod life and higher cost per meter.
2. Select the profile based on hole depth
For holes deeper than approximately 10–12 meters, round rods deliver meaningfully better bending stiffness and hole straightness than hexagonal rods of similar weight. The T51 52 mm round rod is the appropriate choice for production long-hole drilling applications where depths of 15–40+ meters are common.
3. Confirm thread and percussion class compatibility
Before ordering, verify that your top hammer drill rig’s shank adapter is rated for T51-thread coupling sleeves, and that the rig’s percussion power output is appropriately matched to a 52 mm rod diameter. Using undersized rods with oversized rigs generates excessive bending stresses at the thread connections and is a primary cause of premature fatigue failure.
4. Consider your flushing medium
For wet flushing operations, confirm the internal flushing hole diameter is adequate for your pump’s flow rate at the required working depth. For dry (compressed air) flushing, ensure a dust collection system is in place — this does not affect rod selection but significantly impacts the service life of both the bit and the rod’s internal channel surface.
Maintenance Tips for Longer Service Life
Thread Lubrication Before Every Coupling
Apply a high-quality thread grease or anti-seize compound to all T51 thread faces before coupling. This prevents galling of mating thread surfaces under the combined effects of torque, percussion, and heat generated during drilling. Proper lubrication also makes uncoupling significantly easier at the end of the hole, reducing the risk of thread damage during rod retrieval.
Regular Visual Inspection Before Each Shift
Before deploying any rod downhole, conduct a visual inspection of the full rod surface and both thread profiles. Look specifically for longitudinal surface cracks, corrosion pitting, and thread deformation or chipping. Retire any rod showing significant wear or cracking immediately — a downhole rod failure requiring fishing operations is far more costly than the early replacement of a worn consumable.
Straightness Verification
Roll each rod on a flat, level surface before use to check for bends or bowing. Even a slight curvature generates lateral vibration during drilling, accelerating wear on coupling sleeves, the shank adapter, and drill rig rotation and feed bearings. Bent rods must be removed from service without exception.
Proper Storage Protocol
Store rods horizontally on dedicated racks or timber supports in a covered, dry environment — never in direct contact with bare ground or standing water. Keep all thread ends capped or wrapped with protective covers when rods are not in use, to prevent corrosion and mechanical damage to the thread profile during storage and transport.
Related Production
RockHound T51 Thread Retrac Button Bits are engineered to deliver maximum penetration rates and exceptional service life in the most demanding rock conditions. Featuring a specialized retrac skirt design, these bits are specifically optimized for fractured or loose formations where drill string retrieval can be challenging.
FAQ
The T51 Extension Round Rod is primarily used for long-hole production drilling in underground mining — including sub-level stoping, ring drilling, and fan drilling — as well as bench drilling in quarries and open-pit mines. It is a component of the T51 (2-inch) top hammer drill string, connecting the shank adapter to the drill bit via T51 coupling sleeves to transmit percussion energy and torque to the rock face.
ZK22CrNi3Mo (23CrNiMo) is an alloy steel specifically formulated for rock drilling tool applications. It offers an optimal balance of surface hardness (after carburization), core toughness, and fatigue strength — the three most critical material properties for a component subjected to continuous high-frequency percussion loading in hard rock. Compared to lower-alloy steels, 23CrNiMo delivers significantly longer service life, particularly in hard and abrasive geological formations. For a detailed technical comparison, see our article on 23CrNiMo vs Sanbar64.
Carburization is a case-hardening process that diffuses carbon into the steel surface at elevated temperature, creating a hard outer layer while leaving the core tough and flexible. The standard industry treatment cycle for drill rods is typically 8–12 hours. RockHound uses an extended 20-hour deep carburization process, which produces a deeper hardened case depth. This deeper case provides greater resistance to surface fatigue, wear, and spalling under the repetitive impact loads of top hammer drilling, directly translating into a longer usable rod life.
The key difference is cross-sectional geometry. A round (circular) cross-section provides a higher second moment of area for a given diameter and steel mass, making it stiffer in bending. This means a round rod resists lateral deflection more effectively than a hexagonal rod of similar weight. In practical terms, round rods are preferred for deeper holes (typically 10 m+) where borehole deviation becomes a more significant issue. Hexagonal rods are generally used for shallower holes and extension drilling where the added stiffness of a round profile is less critical. For a full comparison, refer to our Extension Drill Rod Types and Selection Guide.
The T51 52 mm extension rod is matched to drill bit diameters in the 64–89 mm range, depending on the bit type (button bit, ballistic bit, or retrac bit) selected. It is not suitable for smaller hole diameters that fall within the scope of the T38 or T45 systems.
Premature thread failure is most commonly caused by three factors: inadequate lubrication, misalignment during coupling, and using rods with a drill rig whose percussion class is mismatched (too powerful) for the rod diameter. To prevent this: always apply thread grease before coupling; ensure the coupling sleeve is correctly aligned before applying rotation torque; and confirm that your rig's percussion energy rating is appropriate for 52 mm T51 rods. For more detail, see our guide to rock drilling rod thread processing.
The product code for the RockHound T51 Extension Round Rod (T51-Round 52-T51, 1830 mm, 25.3 kg) is 280-5218-7878. To request a quote or discuss volume pricing, lead times, and custom specifications, please contact us at rockhound@gimarpol.com.
Yes. The T51 thread is a standardized industry profile, and RockHound T51 Extension Round Rods are fully compatible with T51 shank adapters, coupling sleeves, and drill bits from other reputable manufacturers. However, to ensure consistent performance and avoid premature wear from mixed-tolerance components, we recommend sourcing complete drill strings from a single supplier wherever possible.