Table of Contents
Introduction
In top hammer drilling systems, the Rock Drill Coupling Sleeve is far more than a simple connector — it is a precision-engineered component that determines how efficiently impact energy and torque travel from the rock drill to the drill string. A poorly manufactured coupling doesn’t just fail early; it disrupts the entire drilling operation, accelerates drill rod wear, and drives up replacement costs.
At RockHound, every coupling sleeve is produced through a strictly controlled, multi-stage manufacturing process built around a single goal: delivering consistent, long-lasting performance under the most demanding conditions in mining, tunneling, quarrying, and construction drilling.
This page provides a complete, transparent overview of how our Rock Drill Coupling Sleeves are made — from raw material selection through final packaging — along with specifications, application guidance, maintenance tips, and answers to the most common questions we receive from drilling professionals worldwide.
For a broader introduction to coupling sleeve types and selection, see our guide: Top Hammer Coupling Sleeve: Uses, Types & How to Choose
What Is a Rock Drill Coupling Sleeve?
A Rock Drill Coupling Sleeve (also called a Drill Rod Coupling or Threaded Coupling) is the mechanical connector that joins individual drill rods in a top hammer drilling system. Its primary functions are:
- Transmitting high-frequency impact energy from one rod to the next without energy loss
- Transferring rotational torque to drive the drill bit into rock
- Maintaining thread integrity under repeated assembly and disassembly cycles
- Withstanding fatigue loads over thousands of impact cycles per minute

Because these loads occur simultaneously and continuously, the coupling sleeve must achieve something that seems contradictory: extreme surface hardness (for wear resistance) and a tough, ductile core (for impact absorption). Achieving this balance requires the right material and the right process — and compromising on either results in premature failure.
Raw Material: ZK22CrNi3Mo Alloy Steel
Why Material Selection Is Non-Negotiable
The material specification for a rock drill coupling sleeve is not a marketing detail — it is an engineering decision that determines every downstream property of the finished component. RockHound uses ZK22CrNi3Mo, a designation for the low-carbon chromium-nickel-molybdenum alloy steel also widely referenced as 23CrNiMo in international drilling tool standards.
This is the same grade used for premium drill rods, shank adapters, and other high-load percussion drilling components, and for good reason.
Chemical Composition (Typical)
| Property | ZK22CrNi3Mo (23CrNiMo) | Standard Carbon Steel |
|---|---|---|
| Core Toughness | High | Low–Medium |
| Fatigue Resistance | Excellent | Moderate |
| Response to Heat Treatment | Uniform & Controllable | Variable |
| Resistance to Premature Snapping | Very High | Low |

| Element | Content (%) |
|---|---|
| Carbon (C) | 0.19 – 0.25 |
| Chromium (Cr) | 1.40 – 1.70 |
| Nickel (Ni) | 1.40 – 1.70 |
| Molybdenum (Mo) | 0.25 – 0.35 |
| Manganese (Mn) | 0.50 – 0.90 |
| Silicon (Si) | 0.17 – 0.37 |
Actual batch values are certified via material test reports available upon request.
Key Material Properties
1. Outstanding Carburizing Response
The low carbon content of ZK22CrNi3Mo makes it ideal for carburizing — a case-hardening heat treatment that diffuses carbon into the surface layer. After carburizing, the outer case reaches the hardness required to resist thread wear and abrasion, while the core retains the toughness needed to absorb shock loads.
2. High Surface Hardness Post-Treatment
Following carburizing and quenching, surface hardness typically reaches 58–62 HRC, providing excellent wear resistance on thread flanks and coupling body surfaces — the areas most exposed to frictional damage.
3. Tough, Impact-Resistant Core
The core hardness after heat treatment is maintained at 38–42 HRC, ensuring the coupling can absorb thousands of impact cycles without brittle fracture — a failure mode that is catastrophic and difficult to predict in the field.
4. Fatigue Strength
The Cr-Ni-Mo combination elevates the material’s fatigue limit, which is critical given that couplings experience cyclic loading at frequencies of 2,000–4,000 blows per minute in typical top hammer rigs.
5. Stable Performance at Operating Temperatures
Drilling generates heat. ZK22CrNi3Mo retains its mechanical properties at the elevated temperatures generated by high-frequency percussion drilling, preventing premature softening of the case-hardened layer.
For a detailed comparison of 23CrNiMo against alternative steels used in rock drilling, see: Rock Drill Rod Material Comparison: 23CrNiMo vs Sanbar64
Manufacturing Process: Step-by-Step
Each Rock Drill Coupling is produced through a series of precision-controlled processes to ensure consistent quality and long service life.
Step 1 — Raw Material Cutting
The process begins with certified ZK22CrNi3Mo steel bars, which are cut to precise lengths based on technical drawings for each coupling specification.
What we control at this stage:
- Length tolerance to minimize material waste and ensure dimensional accuracy in machining
- End face perpendicularity to reduce deformation during subsequent turning operations
- Batch traceability — each cutting batch is linked to its material certificate
Precise cutting at this stage sets the foundation for consistency in every downstream process.

Step 2 — CNC Turning & Thread Machining
This is the most dimensionally critical stage of production. CNC lathes are used to:
Outer Diameter Turning The outer surface is turned to remove the decarburized layer — a carbon-depleted zone that forms during steel production. Leaving this layer on the surface would result in a softer, weaker thread root, even after heat treatment. Removing it exposes the uniform, high-integrity material beneath.
Thread Machining Thread profiles are machined to industry-standard specifications. RockHound produces couplings with the following thread configurations:
CNC machining ensures:
- Precise thread pitch and profile angle
- Correct minor and major diameters within tolerance
- Consistent thread engagement length
- Reduced risk of cross-threading, galling, or premature loosening

| Thread Type | Description – Top Hammer Drilling |
|---|---|
| R Thread (Rope Thread) | Standard for most top hammer systems; available in R25, R28, R32, R38; rope profile offers good energy transfer and easy coupling in lighter to medium-duty applications |
| T Thread (Trapezoidal) | Used in higher-torque applications; trapezoidal profile provides superior torque resistance and reduced thread wear; ideal for T35, T38, T45, T51 in deeper holes and harder rock |
| Full Bridge | Eliminates axial play; full bridge design ensures rigid connection with no longitudinal movement; preferred for surface mining, bench drilling, and high-precision long-hole operations |
| Half Bridge (Standard) | Most widely used; standard half-bridge coupling balances ease of make-up and sufficient torque capacity; suitable for high-torque rigs in general tunneling, mining, and quarrying |
| Crossover | Connects rods of different thread types or diameters; crossover adapters allow compatibility between mismatched systems (e.g., R32 to T38); essential for transitional setups or mixed fleets |
All threads are machined according to rock drilling industry standards, ensuring:
Precise thread engagement
Stable torque transmission
Reduced risk of loosening or thread failure

Step 3 — Carburizing Heat Treatment (20-Hour Process)
Carburizing is the defining heat treatment process for percussion drilling tools, and it is where the performance characteristics of a coupling sleeve are permanently set. RockHound applies a 20-hour controlled carburizing cycle — the same proven process used across our full range of drill rods and shank adapters.
How the Process Works: The machined coupling is placed in a carburizing furnace with a carbon-rich atmosphere. Over the course of the 20-hour cycle, carbon atoms diffuse into the outer surface of the steel, creating a hardened case while the core maintains its original low-carbon composition and toughness.
What the 20-hour duration achieves:
- Consistent case depth across the entire coupling geometry, including thread roots
- Sufficient carbon gradient to achieve the target surface hardness without embrittlement
- Uniform microstructure throughout the batch — critical for predictable field performance
Post-Carburizing Treatment: Following carburizing, the coupling undergoes quenching and tempering to lock in the hardened microstructure and relieve internal stresses introduced during rapid cooling.
Resulting Properties:
| Zone | Hardness / Specification |
|---|---|
| Surface / Case | 58–62 HRC |
| Core | 38–42 HRC |
| Case Depth | 1.2–1.8 mm (varies by coupling size and application) |
This hardness gradient is what enables the coupling to simultaneously resist abrasive wear on the threads and absorb impact energy without fracturing — a performance requirement that no single-hardness steel can meet.
Learn more about why the full 20-hour cycle matters in practice: 20-Hour Heat Treatment in Rock Drilling Tools
Step 4 — Shot Blasting (Surface Preparation)
After heat treatment, the coupling surface carries residual oxide scale and minor surface irregularities from the furnace cycle. Shot blasting removes these contaminants by propelling steel shot at high velocity across all surfaces.
Outcomes of shot blasting:
- Removal of oxide scale and heat treatment residues
- Elimination of surface burrs that could interfere with thread engagement
- Creation of a uniform, matte surface texture that improves coating adhesion
- Compressive stress introduction at the surface — a beneficial side effect that can improve fatigue life

Shot blasting is not a cosmetic step. Without it, subsequent anti-corrosion coatings would adhere poorly and fail prematurely in the wet, dusty, and chemically aggressive environments of underground mining and tunneling operations.
Step 5 — Anti-Corrosion Treatment
The shot-blasted coupling is coated with a black anti-corrosion paint, applied uniformly across all external surfaces. Threads are protected during this stage to maintain dimensional accuracy.
Why anti-corrosion treatment matters: Coupling sleeves are routinely stored in outdoor laydown yards, transported in shipping containers across oceanic routes, and used in environments with high humidity, groundwater, and mineral-laden dust. Without protection, surface rust can form within days — degrading thread surfaces, increasing make-up torque, and causing galling on first assembly.
Our standard treatment provides:
- Rust and oxidation protection throughout storage and transport
- Compatibility with the humid and dusty conditions of underground mines and open-pit operations
- A clean, professional finish that makes inspection and marking easier
Custom surface treatments (e.g., phosphating, zinc coating) are available for specific customer requirements or operating environments.
Step 6 — Final Inspection & Packaging
Before packaging, each coupling sleeve undergoes dimensional verification and visual inspection to confirm:
- Thread form and pitch accuracy
- Surface finish quality
- Correct part marking (size, thread type, batch code)
Finished couplings are packed in export-grade wooden cases designed for:
- Shock resistance during loading, transit, and unloading
- Moisture protection for long-duration sea freight
- Stable stacking and forklift handling at the destination port or warehouse
All Rock Drill Couplings are packed in export-standard wooden cases.
Shock-resistant
Moisture-proof
Suitable for long-distance sea transportation
Ensures products arrive safely at the customer’s site

Each case is marked with product specifications, batch information, and destination details to simplify receiving and inventory management.
Product Specifications
Standard Coupling Sleeve Dimensions
| Thread Type | Coupling OD (mm) | Length (mm) | Thread Standard / Compatibility |
|---|---|---|---|
| R25 | 33 | 108 | Atlas Copco / Sandvik compatible |
| R28 | 37 | 114 | Atlas Copco / Sandvik compatible |
| R32 | 42 | 127 | Atlas Copco / Sandvik compatible |
| R38 | 50 | 152 | Atlas Copco / Sandvik compatible |
| T38 | 50 | 152 | Industry standard |
| T45 | 58 | 165 | Industry standard |
| T51 | 64 | 178 | Industry standard |
Custom lengths, ODs, and thread profiles are available. Contact our technical team for non-standard specifications.
Material & Heat Treatment Summary
| Parameter | Specification |
|---|---|
| Steel Grade | ZK22CrNi3Mo (23CrNiMo) |
| Heat Treatment | Carburizing + Quench + Temper |
| Carburizing Duration | 20 hours |
| Surface Hardness | 58–62 HRC |
| Core Hardness | 38–42 HRC |
| Case Depth | 1.2–1.8 mm |
| Surface Treatment | Black anti-corrosion paint (standard) |
| Packaging | Export wooden case |
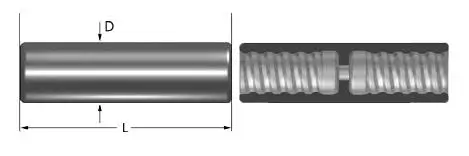
Coupling Sleeve Types
Standard coupling sleeve
The most widely used design. A bridge section in the center of the coupling has no thread — drill rod threads cannot pass through the bridge, and the thread ends seat firmly against the bridge face. This design is particularly suited to high-torque drilling rigs and is the standard configuration for R thread (rope thread) and T thread (trapezoidal thread) couplings.
Best for: Underground mining, tunneling, high-torque applications
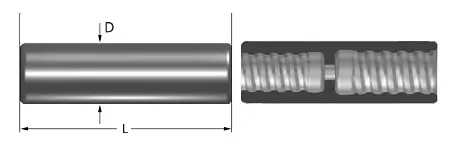
Full Bridge Coupling Sleeve
The full bridge design eliminates all axial play between the threaded connection. Both drill rods thread fully into the coupling with no unthreaded bridge zone. This creates a firmer connection, virtually eliminates the risk of coupling jamming on the rod, and facilitates easier disassembly in surface mining environments.
Best for: Surface mining, bench drilling, applications requiring frequent rod changes
Crossover (Reducer) Coupling Sleeve
Crossover couplings connect drill rods with different thread types or different thread diameters. They are essential for operations using mixed rod inventories or when adapting older rod systems to newer drilling equipment.
Best for: Fleet transitions, multi-system operations, reducing rod inventory complexity
Applications
RockHound Rock Drill Coupling Sleeves are engineered for use across the full range of top hammer drilling applications:
Underground Mining Hard rock mining operations require couplings that can survive continuous multi-shift use in wet, abrasive conditions. Our carburizing process and 22CrNi3Mo material deliver the wear resistance and fatigue strength needed for face drilling, production drilling, and long-hole drilling.
Tunneling & Civil Construction Drill-and-blast tunneling imposes demanding cyclic loads on all drilling consumables. Coupling sleeves in these applications must maintain thread integrity across thousands of assembly cycles while operating in confined, wet environments.
Quarrying Surface quarry operations combine high drilling volumes with frequent rod handling and assembly. Full bridge couplings are commonly preferred in this application for their ease of disassembly and firm connection characteristics.
Open-Pit Mining (Bench Drilling) Bench drilling for open-pit blast patterns involves long drill strings and high-frequency drilling. Coupling sleeve wear rate is a key cost driver in these operations, and the hardened case provided by our carburizing process directly extends service life.
Construction & Foundation Drilling Rock anchors, soil nailing, and foundation drilling applications use top hammer equipment in varied and often unpredictable ground conditions. Our crossover couplings support mixed-system operations common in construction environments.
Maintenance Guidelines
Proper maintenance of coupling sleeves extends their service life, protects drill rod threads, and reduces total drilling cost per meter. Follow these practices:
Before Each Shift
- Inspect all coupling threads visually for signs of wear, flaring, or damage
- Check for cracks at thread roots or on the coupling body — replace immediately if found
- Verify that coupling faces are clean and free of debris that could prevent full thread make-up
During Operation
- Apply thread grease (rod grease) to all connections before assembly
- Do not over-torque connections manually; allow the drill’s rotation mechanism to seat the coupling
- Avoid using couplings as a striking surface or for any purpose other than rod connection
After Each Shift
- Clean threads with a brush and compressed air to remove cuttings and slurry
- Inspect for thread galling, a condition where metal transfers between mating surfaces due to excessive friction — a sign of inadequate lubrication or incorrect thread form
- Store couplings in a dry location away from ground contact; do not leave in standing water
When to Replace
Replace a coupling sleeve when:
- Thread flanks are visibly worn smooth or rounded
- The coupling cannot achieve full make-up torque (threads strip before proper seating)
- Cracks are visible on any surface
- The coupling has deformed (out-of-round OD, bent axis)
Using a worn coupling accelerates wear on both mating drill rods — early replacement of the coupling protects the more expensive rod inventory.
How to Choose the Right Coupling Sleeve
Selecting the correct coupling for your application involves matching five key parameters:
1. Thread Type Match the thread type of your drill rods exactly — R thread (rope thread), T thread (trapezoidal), or system-specific profiles. Mismatched thread forms will result in immediate damage.
2. Thread Size Common sizes range from R25 to R38 and T38 to T51. Select based on your drill rod diameter and the specifications of your drilling rig’s rotation system.
3. Coupling Style (Bridge Type)
- Choose half bridge for most underground mining and tunneling applications, especially with high-torque rigs
- Choose full bridge for surface mining and applications where easy rod handling is a priority
- Choose crossover when connecting rods of different thread sizes or types
4. Drilling Conditions For highly abrasive rock (granite, quartzite, basalt), prioritize couplings with confirmed surface hardness and case depth data. In softer or fractured rock, thread integrity and connection stability may be more critical than maximum hardness.
5. Rig Compatibility Verify OD clearance — the coupling sleeve must pass through your drill’s guide bushings and centralizers without binding. Confirm coupling length does not interfere with your rod handling system.
For a comprehensive guide to coupling selection across different drilling systems, see: Top Hammer Coupling Sleeve: Uses, Types & How to Choose
Not sure which specification is right for your operation? Contact the RockHound technical team with your rig model, rod size, and application details — we will recommend the correct coupling configuration.
Conclusion
A rock drill coupling sleeve is a small component with an outsized effect on drilling performance. Every meter drilled depends on the integrity of the connections between drill rods — and those connections depend entirely on the quality of the coupling sleeve holding them together.
RockHound coupling sleeves are not an afterthought. They are manufactured from certified ZK22CrNi3Mo alloy steel, precision-machined to dimensional standards that ensure correct thread engagement, and subjected to a 20-hour carburizing heat treatment cycle that delivers proven surface hardness and core toughness. Every coupling that leaves our facility has passed through six controlled production stages and a final inspection before packaging for export.
If you are specifying coupling sleeves for a new project, upgrading from underperforming alternatives, or looking to reduce drilling consumable costs on an existing operation, RockHound’s technical team is available to help you identify the correct specification for your rig, rod system, and ground conditions.
Frequently Asked Questions
RockHound coupling sleeves are manufactured from ZK22CrNi3Mo (also designated 23CrNiMo), a low-carbon chromium-nickel-molybdenum alloy steel optimized for carburizing heat treatment. This is the same material grade used for premium drill rods and shank adapters in top hammer drilling systems.
A half bridge (standard) coupling has an unthreaded bridge section in the center — drill rod threads seat against this bridge face, creating a firm axial stop suitable for high-torque applications. A full bridge coupling has threads running the full internal length, eliminating axial play and making rod removal easier — preferred for surface mining and bench drilling.
The 20-hour carburizing cycle ensures that carbon diffuses to a consistent depth across the entire coupling geometry, including thread roots where stress concentration is highest. Shorter cycles produce shallower, less uniform case depths — resulting in faster wear and higher risk of fatigue cracking. See our detailed explanation: 20-Hour Heat Treatment in Rock Drilling Tools
After carburizing, quenching, and tempering, our coupling sleeves achieve a surface hardness of 58–62 HRC with a core hardness of 38–42 HRC. This gradient — hard case, tough core — is essential for simultaneous wear resistance and impact energy absorption.
Yes. We produce crossover couplings for a wide range of thread type and diameter combinations. Contact our technical team with the thread specifications of both rod types you need to connect — we will confirm availability or advise on lead time for custom production.
Standard production includes R25, R28, R32, R38 (rope thread) and T38, T45, T51 (trapezoidal thread) in both half bridge and full bridge configurations. Couplings compatible with Atlas Copco, Sandvik, and other major OEM rod systems are available. Non-standard profiles can be produced to drawing.
Store couplings in a dry, covered location on pallets or racks — never directly on the ground. Our standard black anti-corrosion coating provides protection during normal storage and sea freight. For extended outdoor storage in humid climates, we recommend applying a thin coat of thread grease to exposed thread surfaces as additional protection.
A worn or poorly manufactured coupling sleeve is one of the leading causes of premature drill rod wear. Worn threads impose uneven load distribution across the rod thread flanks, accelerating metal fatigue and thread damage. Replacing couplings before they reach the end of their service life is consistently more cost-effective than allowing worn couplings to damage the more expensive drill rods they connect.
Yes — these designations refer to the same alloy steel. ZK22CrNi3Mo is RockHound's material designation, while 23CrNiMo is the more widely used international reference for the same chromium-nickel-molybdenum alloy composition. For a full comparison of this material versus alternative steels: Rock Drill Rod Material Comparison: 23CrNiMo vs Sanbar64
MOQ varies by thread type and configuration. Contact us directly with your specifications and required quantity — we accommodate both project-based orders and ongoing supply agreements.