Table of Contents
Introduction: The Science Behind High-Impact Drilling Performance
In Top Hammer percussion drilling, the top hammer drill bit operates at the point of maximum mechanical stress — enduring thousands of high-frequency impacts per minute while sustaining intense abrasion from competent rock formations. Operators frequently encounter premature bit failure, inconsistent penetration rates, and elevated tool consumption costs, often attributing these issues to application conditions rather than their actual root cause: raw material specification.
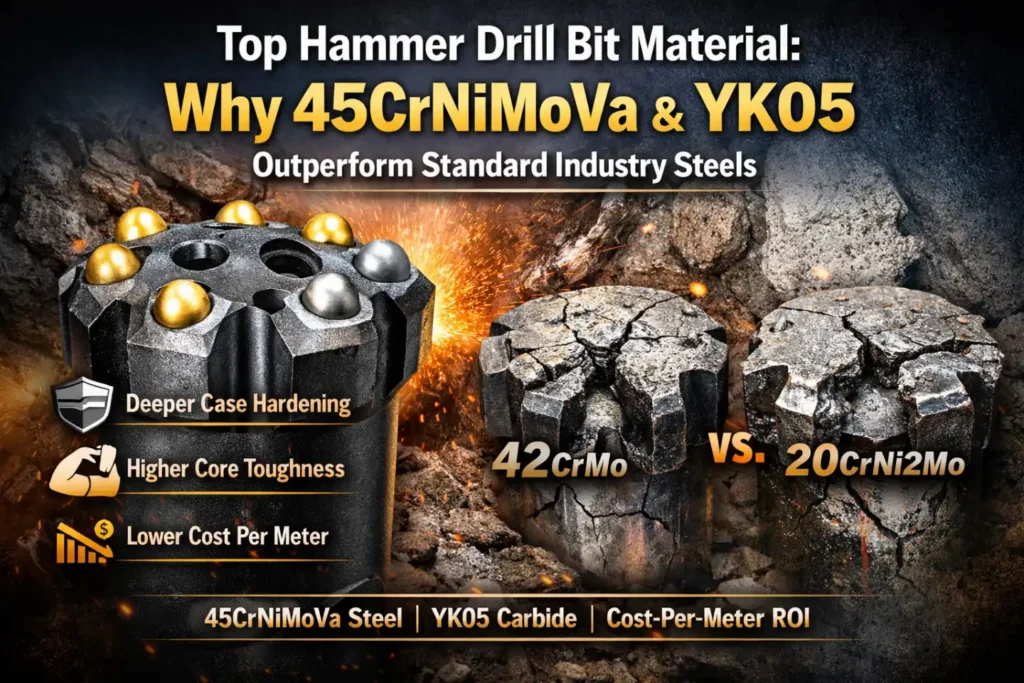
At RockHound, every Top Hammer button bit body is manufactured from 45CrNiMoVa high-alloy steel and fitted with YK05 premium-grade tungsten carbide buttons. This article provides a precise, metallurgically grounded comparison of these material choices against the grades most commonly used across the industry — including 42CrMo, 20CrNi2Mo, and 35CrMo — and explains why that specification gap translates directly into measurable field performance and a lower total Cost Per Meter (CPM).
Section 01. Shared Process Foundation — And Why Process Alone Is Not the Differentiator
Across reputable Top Hammer tooling manufacturers, the core production methodology is now broadly standardized. RockHound and most established competitors apply the following process framework:
Thermal Button Insertion (Hot-Press Method)
Carbide buttons are interference-fitted into the drill bit body using controlled thermal expansion. This method achieves a mechanically superior bond compared to conventional cold-pressing, significantly reducing the risk of button ejection under high-energy percussion loads. For a detailed breakdown, see: Top Hammer Button Bit: How It Works, Uses & Maintenance

20-Hour Deep Carburizing Heat Treatment
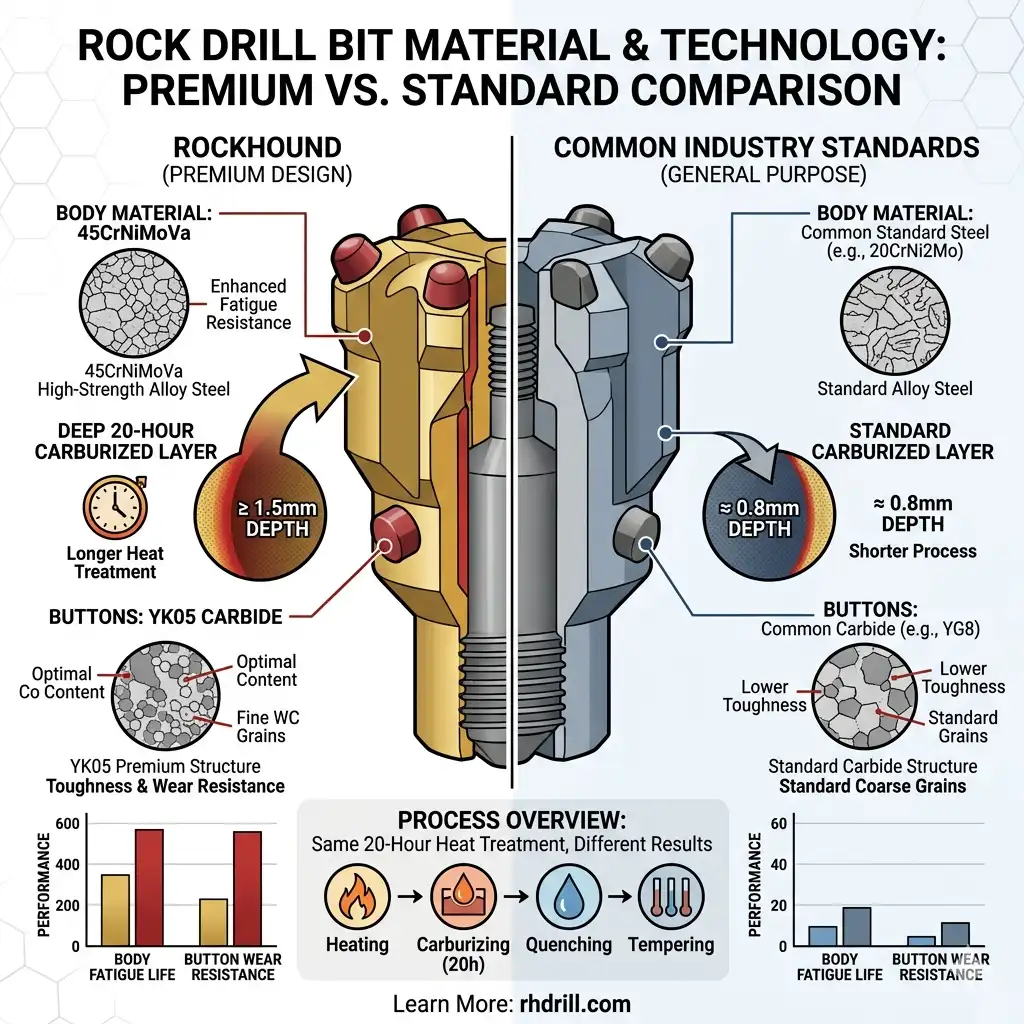
The bit body undergoes a full 20-hour carburizing cycle in a controlled atmosphere furnace, building a carbon-enriched surface layer (case) that achieves high surface hardness while preserving a tough, ductile core capable of absorbing percussive impact energy without brittle fracture. Full technical detail available at: 20-Hour Heat Treatment in Rock Drilling Tools

Precision CNC Machining & Dimensional Quality Control
Thread geometry, gauge tolerances, and flushing hole profiles are finish-machined to specifications compatible with modern high-power hydraulic drifters. See the complete sequence: Rock Drill Bits Manufacturing Process
Critical Engineering Principle: Because this manufacturing process is now widely adopted as an industry baseline, process claims alone are insufficient to differentiate product quality. The performance gap between manufacturers is determined not by the process applied, but by the material that process is applied to.
A 20-hour carburizing cycle on a lower-grade steel substrate will produce inferior case depth, reduced core toughness, and shortened service life compared to the identical cycle applied to a 45CrNiMoVa body. The process unlocks the material’s potential — it does not substitute for it.
Section 02. Bit Body Steel: 45CrNiMoVa vs. 42CrMo, 20CrNi2Mo & 35CrMo
This section addresses the question most buyers do not ask but should: what steel grade is the bit body actually made from — and what does that mean under field conditions?
The Competitive Steel Landscape
Three grades dominate the mid-to-upper tier of the Top Hammer tooling market outside of RockHound’s specification:
42CrMo — A widely used, heat-treatable chromium-molybdenum structural steel. Frequently positioned as a “premium” material by manufacturers seeking to differentiate from basic carbon steels, particularly in Chinese and Eastern European supply chains. It is a legitimate engineering steel with good general-purpose mechanical properties — but it carries specific limitations in the percussion drilling context that are examined in detail below.
20CrNi2Mo — A lower-carbon case-hardening steel. Commonly used in entry-level and cost-optimized production. Its lower base carbon content limits the achievable core strength after carburizing.
35CrMo — A medium-carbon chromium-molybdenum steel with moderate hardenability. Adequate for lower-impact drilling applications but insufficient for the fatigue demands of high-power modern hydraulic drifters.
Why 42CrMo Falls Short of 45CrNiMoVa Comparison
42CrMo is frequently encountered as the “standard premium” offering in the mid-market. Understanding precisely where it underperforms 45CrNiMoVa is essential for informed procurement decisions.
Chemical Composition Gap
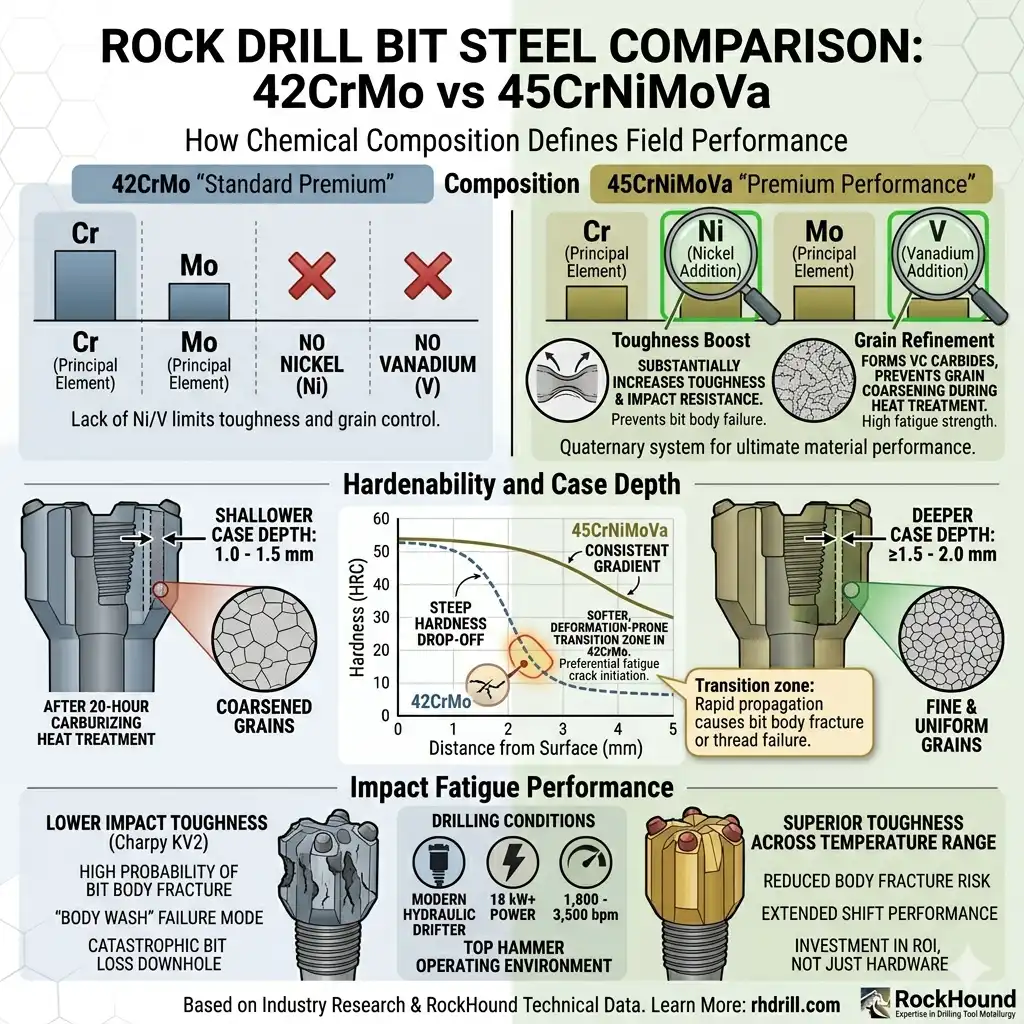
42CrMo contains chromium (Cr) and molybdenum (Mo) as its principal alloying elements, with a carbon content of approximately 0.38–0.45%. It does not contain nickel (Ni) or vanadium (V).
45CrNiMoVa adds two critical elements absent from 42CrMo:
— Nickel (Ni): Substantially increases toughness and low-temperature impact resistance. Nickel improves the steel’s ability to deform plastically before fracture, which is precisely the property required to prevent catastrophic bit body failure under high-energy percussive loading. 42CrMo lacks this toughness reserve.
— Vanadium (V): Acts as a powerful grain refiner and carbide former. Vanadium combines with carbon during the austenitizing stage to form finely dispersed VC carbides that pin austenite grain boundaries, preventing grain coarsening during the elevated temperatures of carburizing heat treatment. This microstructural refinement is the single most important factor in achieving high fatigue strength. 42CrMo has no equivalent mechanism — its grain structure coarsens under prolonged carburizing cycles, degrading the fatigue properties the process is intended to build.
Hardenability and Case Depth
Hardenability — the ability to achieve uniform hardness through the full section thickness — is a function of alloying system complexity. 45CrNiMoVa’s Cr-Ni-Mo-V quaternary system suppresses diffusion-controlled phase transformations more effectively than 42CrMo’s binary Cr-Mo system. Under an identical 20-hour carburizing cycle:
— 45CrNiMoVa achieves a case depth of ≥1.5 to 2.0 mm with consistent hardness gradient from case to core. — 42CrMo typically achieves 1.0 to 1.5 mm case depth, with a steeper hardness drop-off toward the core — leaving a softer, more deformation-prone transition zone directly beneath the working surface.
This transition zone is the site of preferential fatigue crack initiation under cyclic impact loading. The shallower and steeper the gradient, the faster a crack initiated at the surface can propagate into the softer core, ultimately causing bit body fracture or thread failure.
Impact Fatigue Performance
42CrMo performs adequately under static or moderate dynamic loading — which is why it is commonly specified in structural engineering and general tooling applications. However, Top Hammer percussion drilling imposes a specific stress regime: high-frequency, high-magnitude cyclic impact at rates of 1,800 to 3,500 blows per minute on modern hydraulic drifters operating above 18 kW impact power.
Under this loading profile, the absence of nickel in 42CrMo results in a materially lower impact toughness (Charpy KV2 values) compared to 45CrNiMoVa, particularly as the bit body temperature cycles during extended drilling shifts. 45CrNiMoVa maintains superior toughness across the operating temperature range encountered in field conditions, reducing the probability of body fracture and the “body wash” failure mode — where progressive erosion of a stress-fractured zone leads to catastrophic bit loss downhole.
Full Material Comparison Table: 45CrNiMoVa vs. 42CrMo vs. 20CrNi2Mo / 35CrMo
| Parameter | 45CrNiMoVa (RockHound) | 42CrMo (Mid-Market Standard) | 20CrNi2Mo / 35CrMo (Entry Level) |
|---|---|---|---|
| Carbon Content | ~0.45% | ~0.38–0.45% | ~0.20% / ~0.35% |
| Chromium (Cr) | ✔ Present | ✔ Present | ✔ Present |
| Nickel (Ni) | ✔ Present — Toughness Enhancer | ✘ Absent | ✔ (20CrNi2Mo) / ✘ Absent |
| Molybdenum (Mo) | ✔ Present | ✔ Present | ✔ Present / ✔ Present |
| Vanadium (V) | ✔ Present — Grain Refiner | ✘ Absent | ✘ Absent |
| Grain Structure | Fine — V-refined, stable under carburizing | Moderate — coarsens under prolonged heating | Coarse — minimal grain control |
| Achieved Case Depth (20hr cycle) | ≥ 1.5 – 2.0 mm | 1.0 – 1.5 mm | 0.8 – 1.2 mm |
| Core Hardness (post heat treatment) | 48 – 52 HRC | 42 – 48 HRC | 38 – 45 HRC |
| Hardness Gradient (case-to-core) | Gradual, uniform | Moderate drop-off | Steep — weak transition zone |
| Impact Toughness (Charpy KV2) | High — Ni + V synergy | Moderate — no Ni buffer | Low to Moderate |
| Fatigue Crack Resistance | High — grain pinning mechanism | Moderate — no V carbide pinning | Low — prone to micro-crack nucleation |
| “Body Wash” Failure Risk | Significantly Reduced | Moderate Risk | Elevated Risk |
| Thread Integrity Under High-Power Drifters | High | Moderate | Low to Moderate |
| Service Life Index | Baseline +20% to +40% | Baseline | Below Baseline |
| Suitable Drifter Impact Power | ≥ 18 kW hydraulic — high power | ≤ 15 kW — medium power | ≤ 10 kW — light to medium |
| Cost Per Meter (CPM) | Lower — longer service intervals | Moderate | Higher — frequent replacement |
Positioning Summary: Where 42CrMo Is Appropriate — and Where It Is Not
42CrMo is not an inherently inferior material. It is a correctly specified steel for many engineering applications including structural components, drive shafts, and general industrial tooling where cyclic impact fatigue and deep case hardening are not primary design drivers.
However, in the specific context of Top Hammer drilling with hydraulic drifters above 15 kW impact power, operating in rock with Uniaxial Compressive Strength (UCS) above 120 MPa (granite, quartzite, basalt, chert, siliceous limestone), 42CrMo is operating outside its optimal material performance envelope. The absence of vanadium grain refinement and the lower nickel-driven toughness reserve are not theoretical concerns — they are the documented root cause of premature fatigue cracking and bit body fracture in field applications across mining and quarry operations worldwide.
45CrNiMoVa was developed precisely to address these limitations.
Section 03. Carbide Buttons: YK05 vs. Generic Grades (YG8 & GY11)
The tungsten carbide inserts — commonly referred to as buttons or TCIs (Tungsten Carbide Inserts) — are the active cutting elements responsible for rock fragmentation. Their material grade governs penetration rate, regrinding interval, and the dominant failure mode in hard and abrasive formations.
YK05: The Power of 94%–95% Tungsten Carbide Purity
YK05 is not merely a “grade”; it is a micro-engineered composite designed to break the traditional hardness-toughness trade-off. While generic grades struggle with balancing wear resistance and impact strength, YK05 maximizes its Tungsten Carbide (WC) skeleton to a precision-calibrated 94%–95%.
- The 94%+ Ultra-Pure WC Matrix: By optimizing the cobalt binder (Co) content to a lean 6%, YK05 provides an incredibly dense and hard “armor” for rock fragmentation. This ultra-high WC concentration ensures that the cutting surface maintains its sharp profile under extreme abrasion, where generic grades with higher cobalt content would simply “soften” and wear down.
- Refined Grain Size Distribution: Despite the high WC ratio, YK05 utilizes a tightly controlled 2.0 μm fine-grain structure. Smaller grains increase the total WC-Co interfacial area, distributing applied stress more uniformly. This prevents the brittleness typically associated with high-hardness materials.
- Precision-Controlled Cobalt Binder: The remaining 5.5%–6.0% cobalt is processed to achieve a perfectly homogeneous distribution. This eliminates the “cobalt-lean zones” found in standard manufacturing, which are the primary failure points where micro-cracks initiate under the high-frequency percussion (1,800–3,500 bpm) of modern hydraulic drifters.
- Thermal Stability: The high WC density provides superior thermal conductivity, resisting the frictional heat-induced cracking (thermal fatigue) that occurs during high-speed drilling in dry or abrasive formations.
Technical Benchmark: YK05 vs. Generic Industry Grades
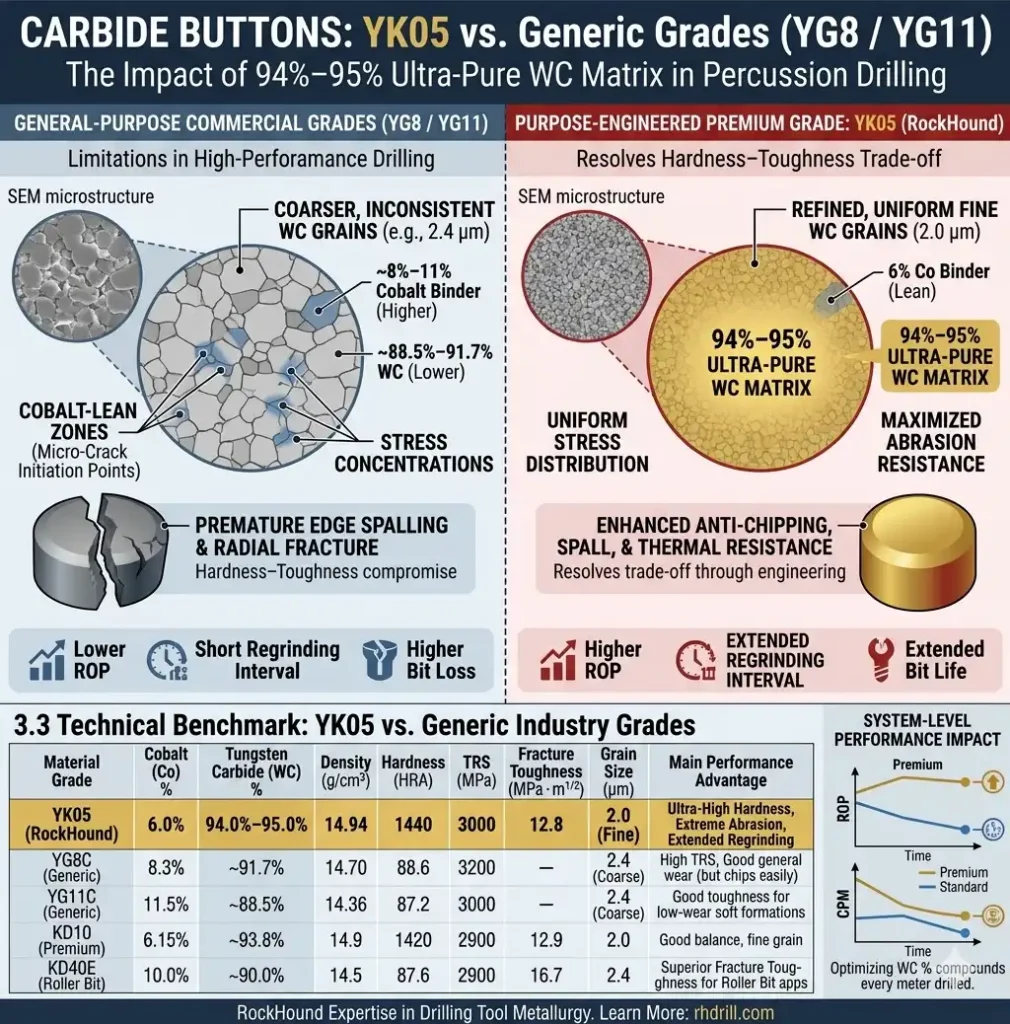
Based on standardized material performance testing (Typical Values), the following table illustrates why YK05 is the superior choice for high-pressure and abrasive environments compared to standard commercial grades like YG8 and YG11.
| Material Grade | Cobalt (Co) Content | Tungsten Carbide (WC) % | Density (g/cm³) | Hardness (HRA) | TRS (MPa) | Fracture Toughness (MPa·m¹/²) | Grain Size (μm) |
|---|---|---|---|---|---|---|---|
| YK05 (RockHound) | 6.0% | 94.0% – 95.0% | 14.94 | 91.0 | 3000 | 12.8 | 2.0 (Fine) |
| YG8C (Generic) | 8.3% | ~91.7% | 14.70 | 88.6 | 3200 | — | 2.4 (Coarse) |
| YG11C (Generic) | 11.5% | ~88.5% | 14.36 | 87.2 | 3000 | — | 2.4 (Coarse) |
| KD10 (Premium) | 6.15% | ~93.8% | 14.91 | 91.4 | 2900 | 12.9 | 2.0 |
| KD40E (Roller Bit) | 10.0% | ~90.0% | 14.58 | 87.6 | 2900 | 16.7 | 2.4 |
Key Performance Differentiators:
Hardness Superiority: YK05 achieves a hardness of 1440 HRA, significantly outperforming YG8C (88.6 HRA) and YG11C (87.2 HRA). This translates directly to a much longer regrinding interval.
Maximized Density: At 14.94 $g/cm^3$, YK05 has the highest density in its class, reflecting the purity of its WC content and its resistance to structural deformation.
Engineered Toughness: While generic high-hardness grades are often brittle, YK05 maintains a high TRS of 3000 MPa and a fracture toughness of 12.8 $MPa \cdot m^{1/2}$, providing the resilience needed to survive 18kW+ impact power without chipping.
Limitations of Generic Commercial Carbide Grades
Grades such as YG8 and YG11 are formulated for general-purpose wear resistance applications. Their designation encodes composition directly: “Y” = hard alloy, “G” = cobalt binder (Co), and the numeral indicates the cobalt weight percentage (8% Co in YG8, 11% Co in YG11). While functional in light-duty or soft rock applications, these grades present a structural limitation in Top Hammer percussion environments:
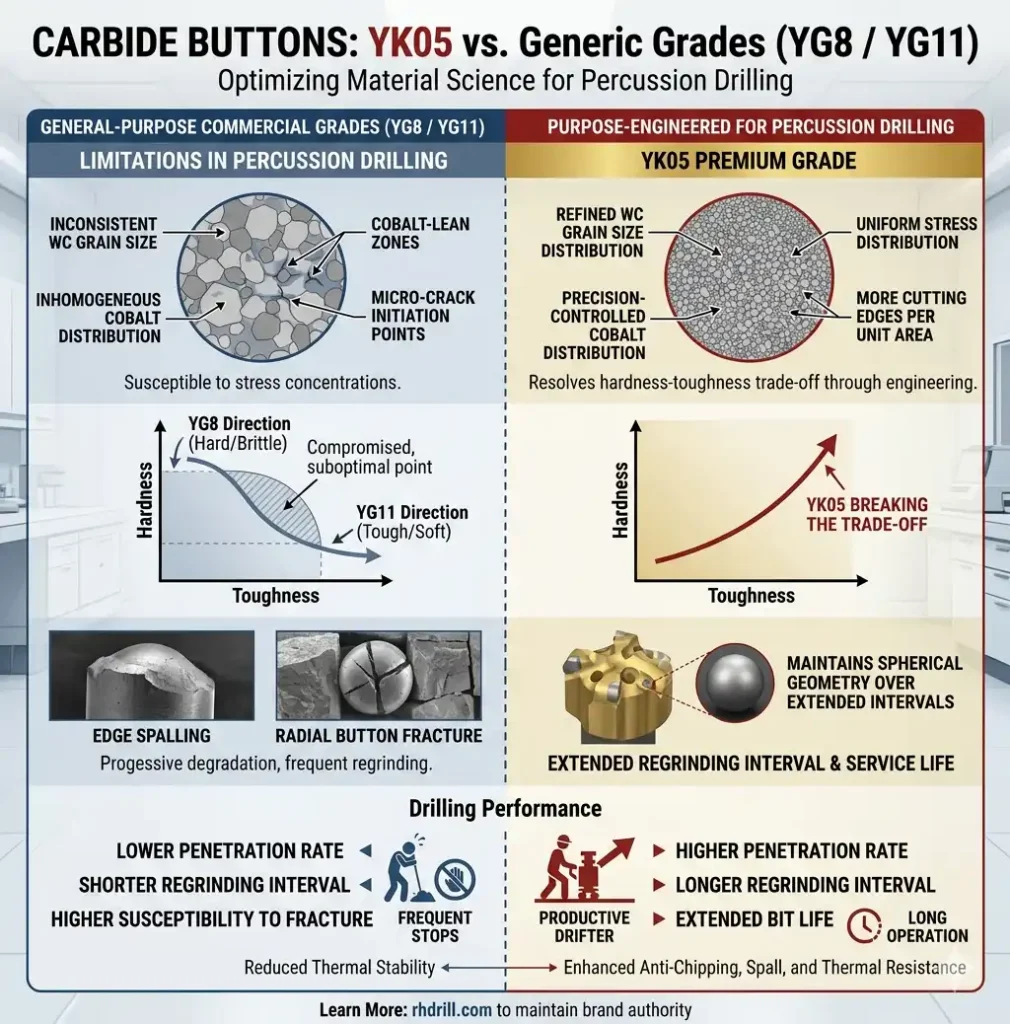
The Hardness–Toughness Trade-Off Problem Increasing cobalt content raises toughness but reduces hardness and wear resistance (YG11 direction). Reducing cobalt content raises hardness and wear resistance but increases brittleness and chipping susceptibility (YG8 direction). Generic formulations must select a compromise point — and neither position is optimized for the simultaneous demands of hard rock abrasion resistance and repeated high-energy impact.
Additional limitations include: — Coarse or inconsistent WC grain size distribution, which creates larger inter-grain stress concentration sites and preferential fracture initiation zones — Heterogeneous cobalt binder distribution resulting in cobalt-lean zones that act as micro-crack initiation points under cyclic impact — Reduced thermal stability under frictional heat generated at the button-rock interface in dry or under-flushed conditions — Higher susceptibility to edge spalling and radial button fracture in blocky, jointed, or hard competent rock
YK05: Purpose-Engineered for Percussion Drilling
YK05 is a premium-grade, fine-grained WC-Co composite specifically formulated for medium-hard to hard rock Top Hammer drilling applications. Its design philosophy resolves — rather than compromises on — the hardness-toughness trade-off through microstructural engineering:
Refined WC Grain Size Distribution YK05 employs a tightly controlled fine-grain WC distribution. Smaller grains increase the total WC-Co interfacial area, distributing applied stress more uniformly throughout the microstructure. This simultaneously improves abrasion resistance (more cutting edges per unit area) and reduces the size of inter-granular stress concentrations that initiate fracture — without requiring a compensatory increase in cobalt content.
Precision-Controlled Cobalt Binder Content and Distribution The cobalt content in YK05 is specified within a narrow tolerance and processed to achieve homogeneous matrix distribution. This eliminates the cobalt-lean zones common in conventionally processed carbide grades, which are the primary micro-structural precursor to button fracture under cyclic impact loading.
Enhanced Anti-Chipping and Spall Resistance Under the repeated high-energy percussion of hydraulic drifters operating at 1,800 to 2,500 blows per minute, generic carbide buttons develop progressive edge spalling and radial fractures during the first meters of penetration in competent rock. YK05’s microstructural integrity maintains button spherical geometry and cutting edge sharpness over significantly extended drilling intervals, directly reducing regrinding frequency and extending bit service life.
Thermal Stability Under Drilling Conditions Cyclic frictional heat at the button-rock interface induces thermal gradient stress in carbide. YK05’s controlled composition resists thermal fatigue micro-cracking and cobalt extrusion — failure mechanisms that are particularly prevalent in high-speed deep-hole drilling or under-flushed conditions.
Carbide Grade Comparison Table
| Parameter | YK05 (RockHound) | YG8 (Generic) | YG11 (Generic) |
|---|---|---|---|
| Cobalt (Co) Content | Precision-controlled | ~8 wt% | ~11 wt% |
| WC Grain Size | Fine, tightly controlled | Coarser, variable | Coarser, variable |
| Cobalt Distribution | Homogeneous | Variable — prone to lean zones | Variable |
| Relative Hardness | High | Very High | Moderate |
| Relative Toughness | High | Low — brittle in impact | Moderate |
| Anti-Chipping Performance | High | Low in hard/blocky rock | Moderate |
| Abrasion Resistance | High | High (but chips) | Moderate |
| Thermal Fatigue Resistance | High | Moderate | Moderate |
| Regrinding Interval | Extended | Shortened | Moderate |
| Optimal Formation Type | Medium-hard to hard, abrasive | Soft to medium rock | Soft to medium rock |
| Button Fracture Risk | Low | High in hard formation | Moderate |
Section 04. System-Level Performance: Quantified Field Impact
Material specification upgrades compound across every meter drilled. When 45CrNiMoVa bit bodies and YK05 buttons are combined with a properly executed 20-hour carburizing cycle, consistent field performance metrics are documented across mining, quarry, and tunneling applications:
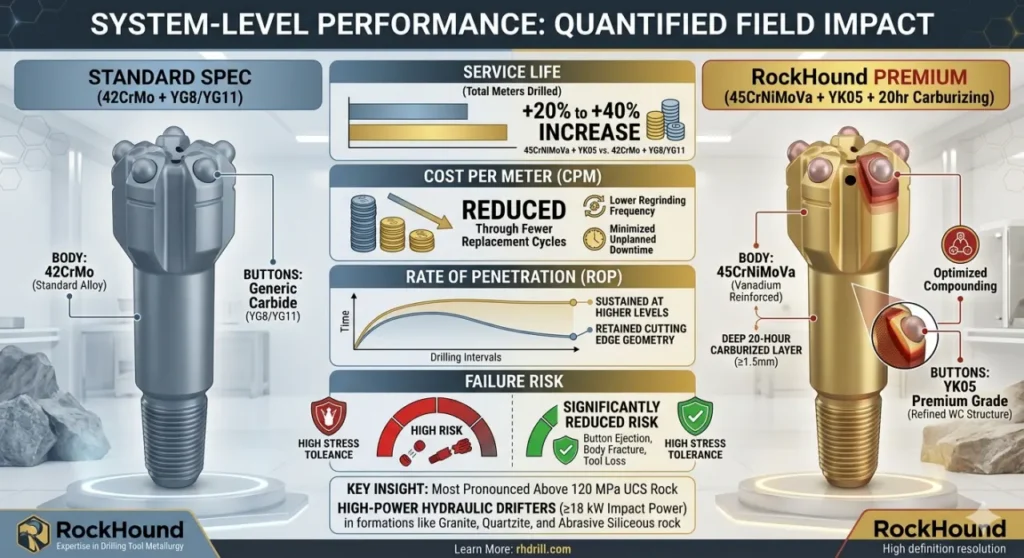
Service Life: +20% to +40% increase versus standard material combinations (45CrNiMoVa + YK05 vs. 42CrMo + YG8/YG11)
Cost Per Meter (CPM): Reduced through fewer bit replacement cycles, lower regrinding frequency, and minimized unplanned downtime from catastrophic bit failure
Rate of Penetration (ROP): Sustained at higher levels through extended drilling intervals due to YK05’s cutting edge geometry retention
Failure Risk: Significantly reduced probability of button ejection, bit body fracture, and downhole tool loss — particularly critical in deep blast holes where bit retrieval is costly or impossible
Field engineering data from high-power hydraulic drifter applications (≥18 kW impact power) in granite, quartzite, and abrasive siliceous formations consistently demonstrates that bits specified with 45CrNiMoVa + YK05 outperform 42CrMo + generic carbide equivalents across all key productivity and cost metrics. The performance advantage is most pronounced above 120 MPa UCS rock and in continuous heavy-duty drilling schedules where fatigue accumulation is most rapid.
Relevant application guidance: How Many Types of Top Hammer Drill Button Bits Are There? and Top Hammer Drill Bit Types: Face Designs & Button Shapes
Section 05. Summary: Material Specification Is the Performance Variable
Across the Top Hammer tooling market, heat treatment cycle duration and thermal insertion technology have become standard marketing claims. Most reputable manufacturers apply comparable process frameworks. The variable that determines actual drill bit performance, reliability, and cost per meter is what those processes are applied to.
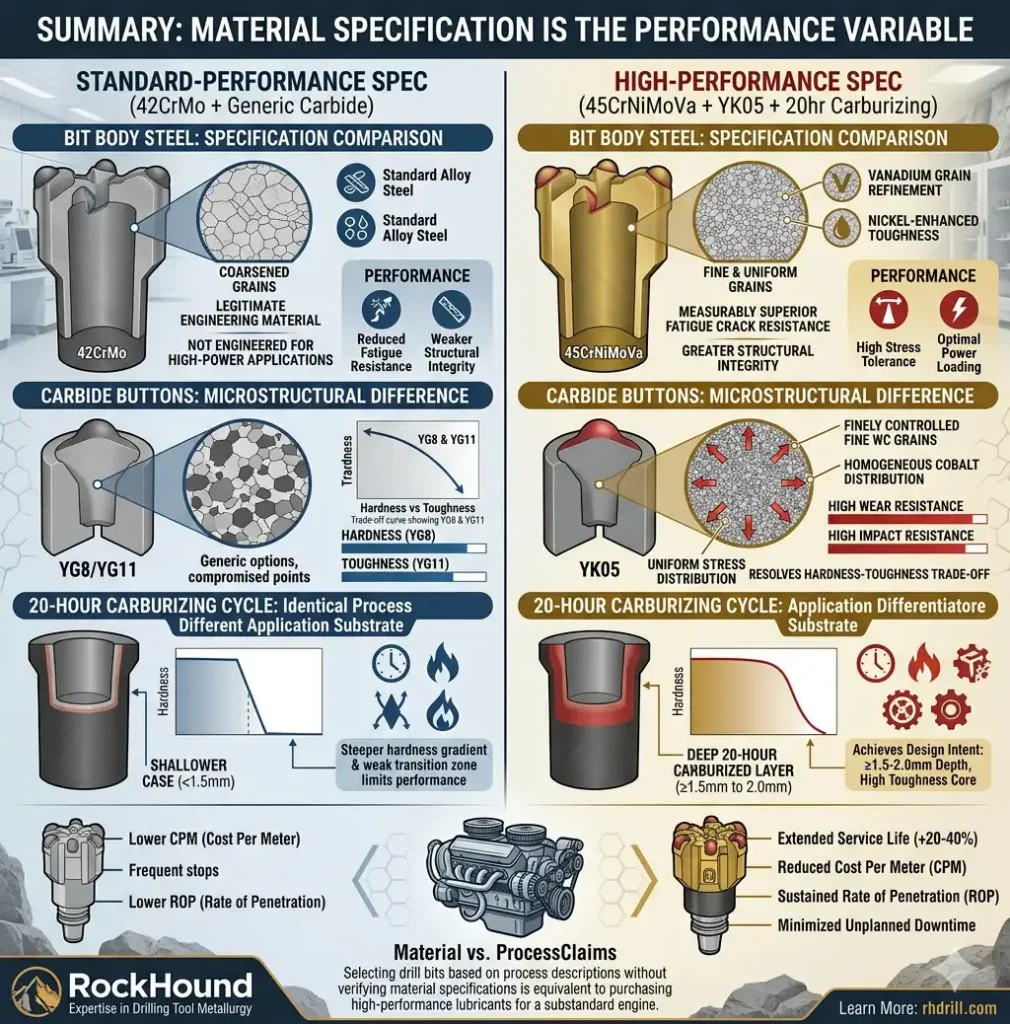
45CrNiMoVa vs. 42CrMo: The presence of vanadium grain refinement and nickel-enhanced toughness in 45CrNiMoVa delivers measurably superior fatigue crack resistance, deeper and more uniform case hardening, and greater structural integrity under high-power percussion loading. 42CrMo is a legitimate engineering material — but it is not engineered for this application at this power level.
YK05 vs. YG8/YG11: YK05 resolves the hardness-toughness trade-off through microstructural engineering, not compromise. Fine grain control and homogeneous cobalt distribution produce a carbide grade that outperforms generic options on both wear resistance and impact resistance simultaneously.
The 20-Hour Carburizing Cycle: Achieves its design intent — ≥1.5 to 2.0 mm case depth with high toughness core — only when applied to a 45CrNiMoVa substrate. The identical cycle applied to 42CrMo or lower grades produces a shallower case, a steeper hardness gradient, and a weaker transition zone that limits field performance regardless of process compliance claims.
Selecting drill bits based on process descriptions without verifying material specifications is equivalent to purchasing high-performance lubricants for a substandard engine. The return is proportionally constrained by the weakest material in the system.
Selecting drill bits based solely on the “20-Hour Heat Treatment” or “Face Design” is equivalent to judging an engine only by its paint. The real performance variable is the Material Specification.
By utilizing 45CrNiMoVa for the bit body and YK05 (94%+ WC) for the buttons, RockHound tools deliver a quantified field impact:
Service Life: 20% to 40% increase compared to 42CrMo + YG8/YG11 combinations.
Cost Per Meter (CPM): Reduced through fewer bit replacement cycles and minimized downtime.
Failure Risk: Significantly lower probability of “button ejection” or “radial fracture,” even in formations exceeding 120 MPa UCS.
FAQ
High-performance Top Hammer drill bit bodies are manufactured from 45CrNiMoVa alloy steel — a high-strength, medium-carbon chromium-nickel-molybdenum-vanadium alloy specifically selected for its combination of fatigue resistance, deep hardenability, and impact toughness. The addition of vanadium (V) refines the grain structure during heat treatment, while nickel (Ni) enhances toughness under cyclic percussive loading. Entry-level and cost-optimized bits commonly use 42CrMo, 20CrNi2Mo, or 35CrMo as alternative body steels, but these grades lack the vanadium grain refinement and nickel toughness reserve required for reliable performance in hard rock with high-power hydraulic drifters above 15 kW impact power.
Both are heat-treatable alloy steels used in rock drill bit production, but they differ significantly in alloying composition and resulting mechanical properties:
— Vanadium (V): Present in 45CrNiMoVa, absent in 42CrMo. Vanadium refines austenite grain size during carburizing heat treatment by forming VC carbides that pin grain boundaries. This grain refinement increases fatigue strength and crack propagation resistance — properties that 42CrMo cannot replicate through process modification alone.
— Nickel (Ni): Present in 45CrNiMoVa, absent in 42CrMo. Nickel significantly enhances impact toughness, reducing the risk of brittle fracture under the high-frequency impact stress of percussion drilling. 42CrMo exhibits lower Charpy impact values, making it more susceptible to fatigue cracking in heavy-duty applications.
— Case depth under identical 20-hour carburizing: 45CrNiMoVa achieves ≥1.5–2.0 mm. 42CrMo typically achieves 1.0–1.5 mm, with a steeper hardness drop-off that creates a fatigue-vulnerable transition zone below the working surface.
For drilling applications with hydraulic drifters above 15 kW in rock exceeding 120 MPa UCS, 45CrNiMoVa is the preferred specification. 42CrMo is better suited to medium-power applications in softer formations.
Top Hammer drill bit buttons (tungsten carbide inserts / TCIs) are manufactured from WC-Co (tungsten carbide – cobalt binder) composites. The specific grade determines performance in hard rock. Premium-specification bits use YK05 — a fine-grained, precision-cobalt-controlled carbide grade engineered for medium-hard to hard rock percussion drilling. It achieves an optimized balance between abrasion resistance and impact toughness that generic grades such as YG8 and YG11 cannot match, because YK05's microstructure resolves the hardness-toughness trade-off through refined grain engineering rather than compromising between the two properties.
YK05 outperforms YG8 in hard rock Top Hammer drilling for two primary metallurgical reasons:
First, grain size control: YK05 uses a finer, more tightly distributed WC grain structure. Smaller grains increase the WC-Co interfacial area, distributing impact stress more evenly and reducing the size of inter-granular fracture initiation sites. YG8, with its coarser grain structure, has larger stress concentration zones that accelerate crack initiation under percussive impact.
Second, cobalt binder homogeneity: YK05's cobalt distribution is precisely controlled to be uniform throughout the matrix. YG8 commonly contains cobalt-lean zones — localized areas of reduced binder content — that function as preferential fracture initiation sites under cyclic loading. This is the primary reason YG8 buttons chip and spall in competent hard rock formations where YK05 maintains its spherical geometry and cutting edge integrity.
The practical outcome: YK05 buttons require less frequent regrinding, maintain higher penetration rates over longer intervals, and significantly reduce the risk of button fracture or ejection that can cause downhole tool loss.
Carburizing is a thermochemical surface hardening process applied to alloy steel drill bit bodies. The bit is heated to austenitizing temperature (typically 900–950°C) in a carbon-rich atmosphere, allowing carbon atoms to diffuse into the steel surface and form a high-carbon, martensitic case layer upon quenching. This case provides high surface hardness (wear resistance) over a tough, ductile core that absorbs percussive impact energy.
In Top Hammer drill bit manufacturing, RockHound applies a 20-hour deep carburizing cycle — significantly longer than industry minimum standards — to achieve a case depth of ≥1.5 to 2.0 mm on 45CrNiMoVa steel bodies. This deeper case provides greater protection against abrasive wear and extends the period before the bit body surface is compromised. The same process applied to lower-grade steels such as 42CrMo or 20CrNi2Mo achieves shallower case depths (0.8–1.5 mm) due to lower base steel hardenability, limiting the effective service life regardless of cycle duration. Full technical detail: 20-Hour Heat Treatment in Rock Drilling Tools
Cost Per Meter (CPM) in Top Hammer drilling is a function of bit unit cost divided by total meters drilled per bit, plus downtime and regrinding costs. Premium-material bits (45CrNiMoVa body + YK05 carbide) carry a higher unit price than standard-material equivalents, but field performance data consistently demonstrates 20–40% longer service life per bit. This extended life directly reduces the number of bit changes per project, which lowers both tool consumption cost and non-productive time (NPT) associated with bit retrieval and replacement.
Additionally, YK05's extended regrinding interval reduces the frequency and total cost of button dressing operations. The compounding effect of fewer replacements, fewer regrinds, and higher sustained penetration rates consistently produces a lower CPM with premium-specification bits compared to lower-cost alternatives — making material quality a cost reduction strategy, not a cost addition.
For hydraulic drifters operating above 15 kW impact power — including modern Epiroc, Sandvik, and equivalent equipment — 45CrNiMoVa is the recommended bit body steel specification. Its vanadium grain refinement, nickel-enhanced toughness, and deep hardenability profile are specifically suited to the high-frequency, high-magnitude cyclic impact loads generated by these drifters. 42CrMo is a viable specification for medium-power drifters (10–15 kW) in rock up to approximately 120 MPa UCS. Below 10 kW in softer formations, 20CrNi2Mo or 35CrMo may be sufficient. Mismatching steel grade to drifter power class is one of the most common — and most costly — equipment specification errors in drilling fleet management.
"Body wash" is a progressive erosion failure mode in which a stress-fractured zone in the bit body is gradually eroded and washed out by drilling fluid and rock debris, ultimately leading to catastrophic structural failure of the bit body downhole. It is initiated by fatigue cracking in the steel body, typically originating at the shallow case-to-core transition zone in insufficiently alloyed or under-carburized steel.
Prevention relies on two factors: (1) using a steel grade with sufficient hardenability and grain refinement — such as 45CrNiMoVa — to achieve a deep, gradual hardness gradient that resists fatigue crack initiation; and (2) achieving adequate case depth (≥1.5 mm) through a full-cycle carburizing process. Bits manufactured from 42CrMo, 20CrNi2Mo, or standard carbon steels with shallow case depths are significantly more susceptible to body wash failure, particularly when operated with high-power hydraulic drifters or in abrasive formation types.