Table of Contents
Quick Definition
Top hammer drill bit face designs refer to the geometric layout of tungsten carbide buttons on the drill bit surface. These designs control how percussive impact energy is transferred into rock during top hammer drilling. Common face configurations include flat face, convex face, concave face, and drop center, each optimized for different rock formations, hole depths, and drilling objectives.
At RockHound,Selecting the correct face design — alongside the appropriate bit type, button shape, and skirt style — directly determines Rate of Penetration (ROP), hole straightness, and total Cost per Meter.

Introduction: Why Classification Matters Before You Select a Bit
In high-intensity applications such as mining, tunneling, and quarrying, engineers frequently make the mistake of evaluating a top hammer drill bit by face design alone. In practice, a bit selection decision spans four interdependent dimensions:
- Bit Type — the overall structural category of the bit (standard, retrac, reamer, cross-type)
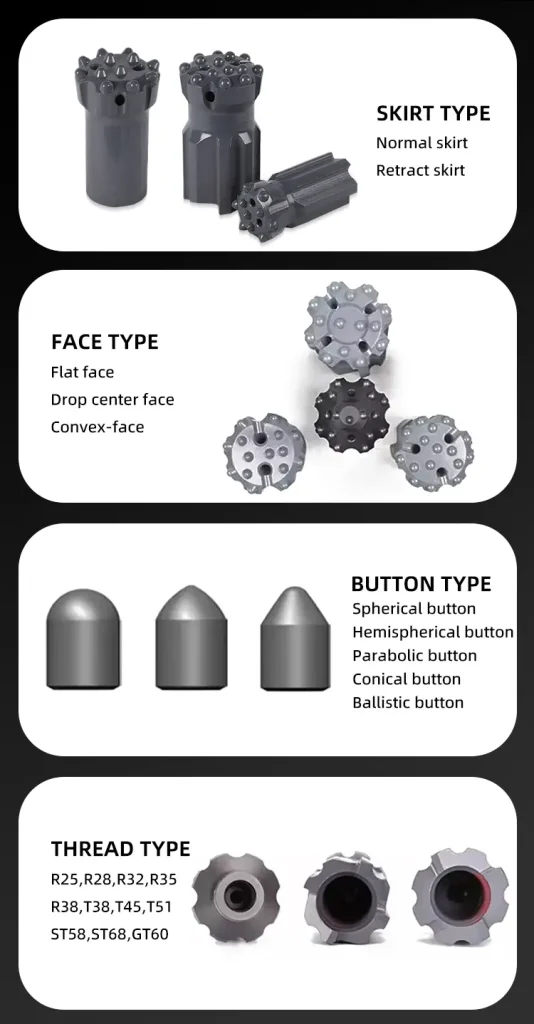
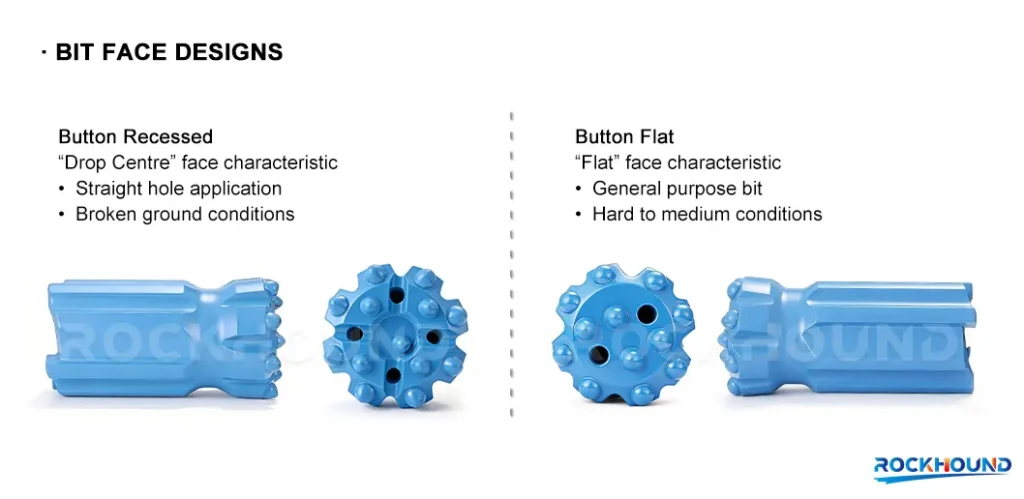
- Face Design — the geometric profile of the working surface (flat, convex, concave, drop center)
- Button (Insert) Shape — the carbide geometry that contacts the rock (spherical, ballistic, semi-ballistic)
- Skirt Design — the body geometry below the face that governs gauge protection and bit retrieval
Misaligning any one of these dimensions with the geological conditions leads to predictable failure modes: accelerated gauge button wear, severe hole deviation, regrinding of cuttings, and ultimately a higher Cost per Meter (CPm) across the drilling program.
This guide provides a complete, structured classification of top hammer drill bit designs, integrated with practical selection guidance for hard rock applications.
Top Hammer Drill Bit Types — The First Classification Level
Before specifying a face design, the correct bit type must be established. Bit type determines the fundamental structural behavior of the tool in relation to the rock mass and the drill string.
Standard Button Bits — The All-Purpose Foundation
The Standard Button Bit is the most widely used top hammer bit type across mining, quarrying, and construction drilling. It features a symmetrical button arrangement on the selected face profile, with flushing holes placed to achieve balanced cuttings evacuation.
Standard button bits are not optimized for any single extreme — they avoid the maximum wear of a purely spherical configuration and the maximum speed of a purely ballistic design — making them the correct baseline choice for contractors drilling in mixed or moderately variable geology where formation properties shift between shifts or benches.
Best for: General production drilling in medium-hard to hard rock. Competent limestone, moderate granite, dense sandstone.
Typical button count: 5–9 buttons depending on bit diameter (fewer buttons = faster penetration in medium rock; more buttons = better flushing in softer formations).
Button diameter guidance: Larger buttons (Ø12–16 mm) deliver higher impact resistance and longer service life in hard, abrasive rock.
Retrac Button Bits — For Fractured and Unstable Ground
The Retrac Button Bit incorporates a skirted body with rear-facing reaming buttons that cut a slightly oversized diameter behind the bit face. This design prevents bit jamming and dramatically improves bit retrieval in fractured, blocky, or unstable ground conditions — the single most operationally costly failure mode in tunneling and underground drilling.
Key structural characteristics:
- The retrac skirt cuts a wider gauge channel behind the leading face, preventing the formation wall from closing around the bit body during drilling or flushing interruptions.
- Rear-facing reaming buttons maintain the gauge diameter along the full length of the skirt, ensuring the bit can be withdrawn cleanly even after extended collaring in broken rock.
- Flushing hole geometry is optimized for higher annular velocity to keep the gauge channel clear in fine-grained cuttings environments.
Best for: Tunneling jumbo drilling and underground development in geologically complex ground with variable joint spacing, clay infill, or loose overburden at hole collar.
Critical application note: Always specify Retrac in conditions where drill string retrieval has been problematic on previous campaigns. The incremental cost of a retrac bit is substantially lower than a single stuck-string recovery event.
Pilot Reamer Bits (Reaming Bits) — For Large-Diameter Hole Opening
The Pilot Reamer Bit (also known as a reaming bit or pilot bit) is a specialized two-stage tool that first drills a pilot hole to a specified depth, then opens the hole to a larger final diameter. It is not a percussive fragmentation tool in the conventional sense — it functions as a hole opener for long-hole drilling sequences where a single-pass large-diameter bit would generate excessive thrust loads.
Best for: Center-hole reaming in long-hole drilling programs; raising bore initiation; applications requiring a diameter step-up from a pilot string without pulling and re-collaring.
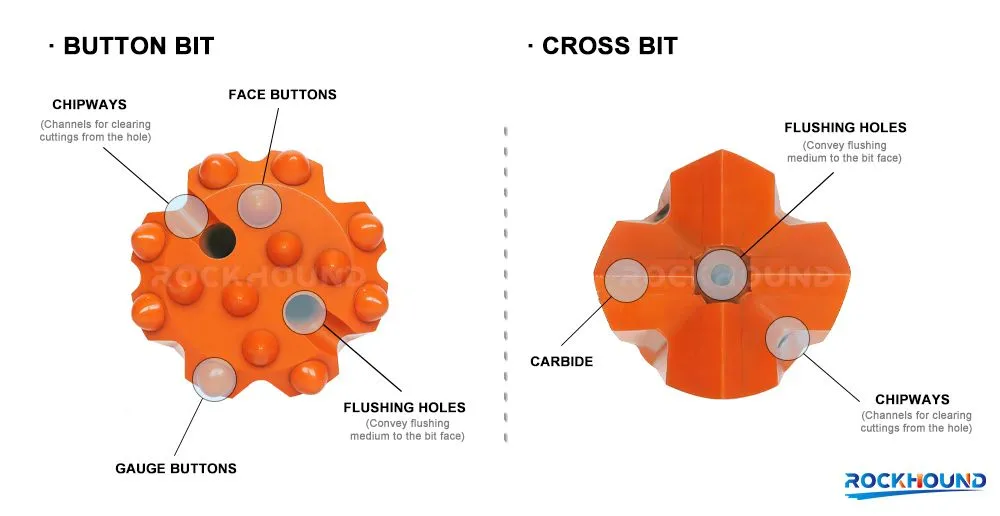
Cross-Type Drill Bits — For Highly Abrasive Formations
The Cross-Type Drill Bit departs entirely from the button concept, replacing carbide inserts with a chisel-shaped tungsten carbide tip arranged in a cross pattern. This geometry delivers high cutting force with strong radial wear resistance, making it specifically suited to highly abrasive and hard rock where the rotational and percussive demands are severe.
Key characteristics:
- Available in diameters from 30–100 mm, covering small-hole and medium-hole applications.
- The cross pattern distributes impact forces evenly across four cutting edges, reducing localized stress concentration and slowing wear progression.
- Not suitable for deep-hole drilling where hole deviation is critical — the chisel geometry provides less directional stability than button designs.
Best for: Drilling in complex, abrasive rock strata including rock with natural fractures (where the cross geometry bridges across crack planes); anchor holes, blast holes in dense basalt, and geotechnical investigation drilling. Widely used in highway, railway, and water conservancy tunnels, coal mines, iron mines, and gold mines.
Tapered Drill Bits — For Small-Hole Entry and Shallow Applications
The Tapered Drill Bit uses a conical body profile to achieve deep penetration in small-diameter shallow applications. The taper geometry is mechanically suited to hammer drill systems where the bit is driven directly without a threaded coupling, making it the entry-level tool for surface and near-surface applications.
Best for: Shallow blast holes (typically < 5 m), anchor hole initiation, and geotechnical sampling in hard rock formations such as granite, where simplicity and low setup cost are priorities.
Important limitation: Not suitable for deep-hole production drilling — the absence of a threaded connection limits rod extension capability, and the tapered geometry provides inadequate directional control over extended depths.
Face Designs — The Second Classification Level
Once the correct bit type is established, the face design is the primary variable governing how percussive energy is distributed across the rock mass. Face design selection directly controls ROP, hole deviation, and gauge button service life.
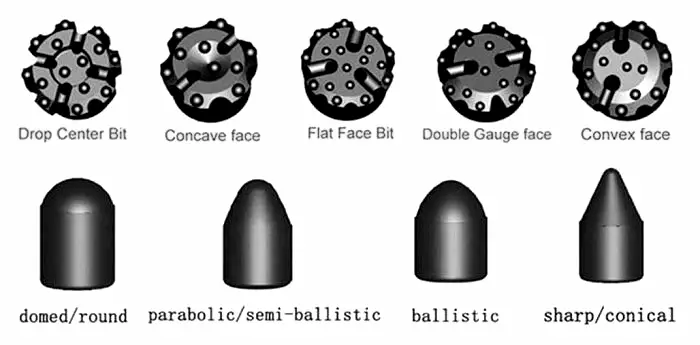
The four principal top hammer face designs differ fundamentally in how they sequence rock fragmentation across the bit diameter.
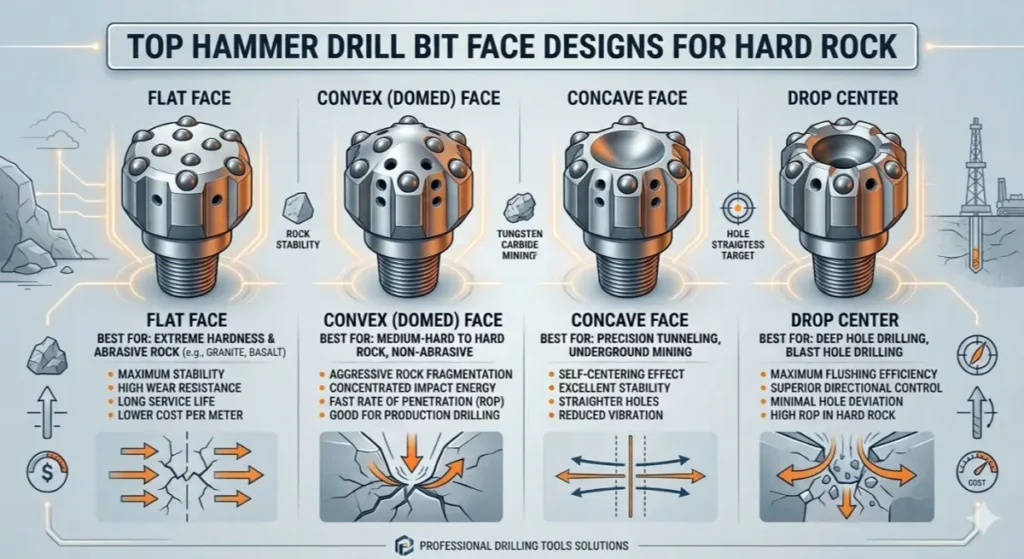
Flat Face — Maximum Durability in Abrasive Rock
The Flat Face design positions all gauge and face buttons on a single plane, creating a uniform contact surface that distributes impact stress evenly across the entire bit diameter simultaneously.
Fragmentation mechanism: All buttons engage the rock in the same strike cycle, preventing the localized energy concentration that characterizes convex designs. This makes the flat face inherently resistant to the high point loads that cause button fracture in abrasive, high-silica rock.
Key Advantages:
- Maximum Structural Integrity: The flat profile minimizes body wash and reduces steel fatigue at the shank transition zone — critical in formations where cuttings are coarse and abrasive.
- Excellent Gauge Protection: Maintains consistent hole diameter across extended drilling campaigns in quartzite, chert-bearing formations, and similar high-abrasivity rock.
- Broad Formation Applicability: Reliable performance across a wide spectrum of hard rock types including gabbro, gneiss, and dense basalt.
- Re-grinding Compatibility: The flat geometry is the most straightforward face profile to re-grind, making it the preferred choice for operations with active button sharpening programs.
Limitations: ROP in medium-hard rock is lower than convex designs due to the absence of a concentrated fragmentation initiation point at the hole center.
Best Use Case: Open-pit bench drilling and quarrying in formations where the Cerchar Abrasivity Index (CAI) is high and durability must be prioritized over penetration speed. The T45 flat face button bit is a widely specified standard configuration for this application.
Convex (Domed) Face — Maximum ROP in Competent Rock
The Convex Face features an outward-curving profile that advances the center buttons ahead of the gauge row, creating a sequential fragmentation sequence: the hole center fractures first, then the outer material shears away into the annular space.
Fragmentation mechanism: Center-first engagement reduces the effective compressive strength the bit must overcome at each strike, allowing more energy to be converted to fragmentation rather than elastic rebound. This increases net ROP measurably in formations that are hard but not excessively abrasive.
Key Advantages:
- Aggressive Penetration: Concentrates initial impact energy at the hole center, achieving measurably higher ROP — field data indicates 10–20% improvement over flat face in medium-hard formations.
- Reduced Drill String Rebound: The sequential fragmentation sequence reduces the proportion of impact energy reflected back into the drill rods, lowering coupling and rod fatigue over extended campaigns.
- Efficient Cuttings Displacement: The domed geometry naturally directs cuttings away from the center toward the gauge area, facilitating flushing evacuation.
Limitations: In highly fractured or extremely hard formations (UCS > 200 MPa), the convex geometry increases hole deviation and subjects center buttons to disproportionately high point loads, reducing service life. Not recommended for deep-hole applications where trajectory control is critical.
Best Use Case: High-volume bench drilling and open-pit production drilling in medium-to-hard, competent rock where maximizing meters-per-shift is the primary KPI and formation abrasiveness is moderate.
Concave Face — Precision Hole Straightness for Tunneling
The Concave Face curves inward toward the center of the bit, creating a recessed “dish” geometry. This causes the outer gauge row to contact the rock before the center buttons, effectively wrapping the bit face around the rock mass at the hole perimeter before fracturing the center.
Fragmentation mechanism: Outer-first engagement creates an inward-directed fracture pattern that naturally centers the bit body relative to the hole wall, providing a passive anti-deviation effect without requiring external guide devices.
Key Advantages:
- Self-Centering Effect: The recessed center acts as a passive guide, significantly reducing hole deviation over extended drilling depths — essential where blast pattern accuracy directly governs overbreak, ground support requirements, and explosive efficiency.
- Superior Hole Straightness: Consistently delivers straighter holes than flat or convex profiles, particularly in formations with moderate structural anisotropy (jointing, bedding, foliation).
- Reduced Drill String Vibration: The controlled engagement sequence produces a smoother drilling cycle, lowering rod, coupling, and shank adapter fatigue in underground jumbo applications.
Limitations: Center button engagement is delayed relative to gauge buttons, which can reduce ROP by 5–10% compared to convex designs in the same formation. Not recommended where maximum penetration rate takes priority.
Best Use Case: The standard specification for tunneling jumbo drilling and underground development drilling where blast hole straightness governs ring geometry, cut efficiency, and subsequent support installation quality.
Drop Center — Deep-Hole Accuracy with Superior Flushing
The Drop Center is a hybrid face design combining a deeply recessed center section with a raised outer gauge row. The geometry integrates the directional stability of a concave profile with the aggressive center fragmentation of a convex design, while the recessed center section creates additional volume for cuttings evacuation directly at the hole bottom.
Fragmentation mechanism: The raised gauge row engages first, establishing directional stability, while the recessed center buttons then fracture the core. The center depression creates a protected zone where flushing fluid can accumulate and lift cuttings efficiently before they are reground between the bit face and the intact rock surface.
Key Advantages:
- Superior Flushing Efficiency: The center “drop” provides increased annular volume at the hole bottom, preventing regrinding — the primary mechanism of premature button dulling in fine-grained abrasive cuttings environments. Field data indicates drop center designs reduce regrinding-related ROP loss by up to 25% in fine-particle formations.
- Best Anti-Deviation Performance: Delivers the highest directional stability of all four face profiles in deep-hole production drilling, with hole deviation reductions of approximately 30% versus convex designs.
- High ROP in Hard Rock: Achieves competitive penetration rates while maintaining the trajectory control that production drilling grids require.
- Optimal for Shallow and Deep Applications: For shallow holes (< 5 m), the drop center emphasizes speed; for deep holes (> 10 m), the design’s directional stability becomes the dominant performance advantage.
Best Use Case: Deep-hole production drilling in underground mines and large-scale quarries, particularly where maintaining trajectory accuracy across 15+ meters per hole is operationally non-negotiable.
Button (Insert) Shape — The Third Classification Level
The button shape determines how percussive force is applied at the rock contact point and governs the trade-off between penetration aggressiveness and wear resistance.

Spherical (Hemispherical) Buttons
The Spherical button is the industry standard for hard and abrasive rock. The fully rounded dome geometry distributes impact stress over the maximum possible contact area, making it inherently resistant to:
- Button fracture (“popping”) caused by localized tensile stress during impact
- Thermal cracking in high-temperature drilling environments
- Wear flat progression — the spherical profile self-renews through the re-grinding cycle more predictably than other geometries
Spherical buttons are the only recommended button geometry for formations where UCS exceeds 180 MPa (granite, basalt, quartzite) or where the Cerchar Abrasivity Index indicates high silica content. They deliver exceptional service life and maintain cutting efficiency even after thousands of meters, making them the lowest Cost per Meter option in extreme hard rock conditions.
Ballistic Buttons
The Ballistic button uses an elongated ogive (conical-tip) profile to concentrate impact energy at a small contact point, delivering significantly higher penetration force per unit area. This aggressive geometry achieves measurably higher ROP in medium-hard formations.
Critical limitation: The sharp tip geometry concentrates stress, making ballistic buttons highly susceptible to tip fracture and rapid wear face development in abrasive, high-silica rock. Specifying ballistic buttons in granite or quartzite typically results in premature button loss and shortened service life that eliminates the ROP advantage on a CPm basis.
Best for: High-speed drilling in soft to medium-hard, non-abrasive formations — sandstone, ironstone, competent limestone. Common in quarrying and open-pit operations where maximizing meters-per-shift is the primary goal and formation abrasiveness is confirmed to be low.
Semi-Ballistic Buttons
The Semi-Ballistic button occupies the engineering middle ground: a profile intermediate between the spherical dome and the ballistic ogive that delivers improved penetration over spherical buttons while retaining acceptable wear resistance in moderately abrasive conditions.
Best for: Variable ground conditions where formation abrasiveness shifts between shifts or between geological units — the standard specification for multi-formation drilling programs where frequent bit changes to match rock type are operationally impractical.
Skirt Design — The Fourth Classification Level
The skirt is the body of the bit below the face, governing gauge protection, bit retrieval behavior, and the interaction between the bit and the borehole wall.
Available skirt configurations include Standard Skirt, Retrac Skirt, Straightrac type, and Heavy Duty Skirt, each addressing a different operational priority.

Standard Skirt
The Standard Skirt is the baseline configuration for competent, stable rock. It provides adequate gauge protection in formations where the borehole wall is self-supporting and bit retrieval is not operationally challenging.
Best for: Open-pit bench drilling and surface quarrying in competent hard rock where borehole wall integrity is maintained throughout the drilling cycle.
Retrac Skirt
The Retrac Skirt incorporates rear-facing reaming buttons and an extended skirt profile that cuts a slightly oversized gauge behind the main face. This is the defining feature of the Retrac button bit type described in Part 1.
Best for: Underground and tunneling applications in fractured, blocky, or structurally complex ground where bit jamming and stuck-string events are a documented operational risk.
Straightrac Skirt
The Straightrac Skirt is an intermediate configuration designed to provide improved gauge cutting behind the face without the full retrac button arrangement. It offers enhanced hole straightness and reduced wall friction in moderately challenging ground conditions without the additional carbide cost of a full retrac specification.
Best for: Underground production drilling in ground that is structurally variable but not severely fractured; situations where some improvement in bit retrieval is desired without the full operational cost of a retrac bit.
Heavy Duty Skirt
The Heavy Duty Skirt uses increased steel section thickness and an extended gauge protection zone to resist body wash and erosion in highly abrasive formations where flush fluid velocity is high. This configuration extends bit body service life in conditions where the skirt is subject to severe abrasion from cuttings circulating past the bit body.
Best for: High-abrasion formations where flushing air or water velocity is high; large-diameter deep-hole drilling where the annular flush velocity generates significant body wash.
Master Comparison Table: All Classification Levels
| Dimension | Type / Design | Best Application | Key Strength | Key Limitation |
|---|---|---|---|---|
| Bit Type | Standard Button Bit | General medium-hard rock | Versatility, cost efficiency | Not optimized for extremes |
| Retrac Button Bit | Fractured / unstable ground | Bit retrieval, anti-jam | Higher unit cost | |
| Pilot Reamer Bit | Long-hole diameter step-up | Large diameter in one pass | Specialized, not general purpose | |
| Cross-Type Bit | Abrasive small-diameter holes | Radial wear resistance | Limited directional control | |
| Tapered Bit | Shallow surface holes | Simplicity, low cost | No deep-hole capability | |
| Face Design | Flat Face | Very hard & abrasive | ★★★★★ Durability | ★★★☆☆ ROP |
| Convex Face | Medium to hard, competent | ★★★★★ ROP | ★★★☆☆ Straightness | |
| Concave Face | Tunneling, medium hard | ★★★★★ Straightness | ★★★☆☆ ROP | |
| Drop Center | Hard, deep holes | ★★★★★ Straightness + Flushing | Higher complexity | |
| Button Shape | Spherical | Hard & abrasive (UCS > 180 MPa) | Maximum wear life | Moderate ROP |
| Ballistic | Medium-hard, non-abrasive | Maximum ROP | Low wear resistance | |
| Semi-Ballistic | Variable formations | Balanced ROP / life | Neither extreme | |
| Skirt Design | Standard | Competent stable rock | Cost efficiency | No retrieval advantage |
| Retrac | Fractured / blocky ground | Anti-jam retrieval | Additional carbide cost | |
| Straightrac | Moderately variable ground | Improved straightness | Intermediate performance | |
| Heavy Duty | High-abrasion, large diameter | Body wash resistance | Additional weight / cost |
How to Choose the Right Top Hammer Drill Bit for Hard Rock
Following a structured four-level selection process eliminates the most common specification errors in hard rock drilling programs:
- Assess geological conditions: Determine rock UCS (compressive strength), Cerchar Abrasivity Index (CAI), RQD (fracture frequency), and borehole structural stability. These four parameters define which bit type and skirt design are required before any face design decision is made.
- Select bit type: Choose Standard for competent formations; Retrac for fractured or blocky ground; Cross-type for small-diameter highly abrasive holes; Pilot Reamer for diameter step-up requirements; Tapered only for shallow surface applications.
- Select face design: Flat for maximum durability in abrasive rock; Convex for maximum ROP in competent medium-hard rock; Concave for tunneling where hole straightness governs blast pattern accuracy; Drop Center for deep-hole production drilling requiring both trajectory accuracy and flushing efficiency.
- Select button shape: Spherical for UCS > 180 MPa and/or high CAI; Ballistic for medium-hard non-abrasive formations where maximum ROP is prioritized; Semi-Ballistic for variable geology. Confirm button diameter — larger buttons (Ø12–16 mm) for hard rock, more buttons (7–9) for improved flushing in softer formations, fewer buttons (5–6) for faster penetration in medium rock.
- Confirm skirt design and thread specification: Select skirt type based on ground stability assessment. Match thread type (R25, R32, T38, T45, T51, GT60, ST58, ST68) to the existing drill rod and coupling system. Confirm bit diameter compatibility with drill rig class and hole diameter requirement.
Technical Factors: Flushing Efficiency Across All Bit Types
Regardless of bit type or face design, flushing efficiency is the most commonly underspecified variable in hard rock drilling. In abrasive formations, cuttings are fine-grained and highly abrasive. When evacuation is incomplete, cuttings recirculate between the bit face and the freshly broken rock surface — the regrinding phenomenon — which accelerates button dulling and reduces effective ROP by 15–25%.
Critical flushing specifications to verify:
- Side flushing holes must be positioned to sweep the gauge area and prevent cuttings accumulation at the borehole wall, particularly important for standard and heavy duty skirt configurations.
- Center flushing holes prevent plugging of the bit face in fine-particle formations — essential for flat face and concave designs where the face geometry does not naturally direct cuttings away from center.
- Total flushing area must be proportionate to bit diameter and operating air or water pressure to achieve the annular velocity required for complete cuttings evacuation. The drop center design provides an inherent flushing advantage through the recessed center volume.
- For deep holes (> 10 m), flushing capacity is typically the limiting factor on ROP — under-flushed bits in deep holes operate at significantly lower effective ROP than their face design would otherwise allow.
Industry Insight: How Professionals Use This Classification in Practice
Professional drilling engineers and mine planners integrate all four classification dimensions simultaneously, not sequentially. In real-world mining and quarry operations, the operationally critical KPIs are drilling stability, hole accuracy, and total Cost per Meter — not peak ROP under any single optimized condition.
In practice, the most common specification errors observed in hard rock drilling programs are:
- Specifying a Convex face with Ballistic buttons in granite bench drilling, optimizing for ROP on paper but generating button loss rates that increase CPm by 30–50% compared to a Flat Face with Spherical buttons in the same formation.
- Specifying a Standard Skirt in underground tunneling through blocky ground, then absorbing stuck-string recovery costs that dwarf the price difference between standard and retrac skirt configurations.
- Neglecting button count and diameter specification, defaulting to manufacturer standard configurations rather than optimizing for the specific formation and flushing pressure available on the rig.
The most experienced operators in large-scale granite quarrying and deep underground mining specify flat face or drop center bits with spherical buttons across the majority of their production drilling, supplemented by retrac skirts in any zone where ground conditions are geologically uncertain. A modest ROP reduction relative to a convex/ballistic configuration is consistently offset by improved blast fragmentation uniformity, reduced overbreak, lower powder factor requirements, and significantly lower but-replacement frequency — delivering compounding CPm savings across the full drilling-and-blasting cycle.
Regular button re-grinding remains standard practice in high-abrasion environments. A well-maintained re-grinding program extends bit service life by up to 30%, and the flat face geometry is the most re-grind-compatible of all face profiles, providing an additional operational advantage for high-volume hard rock operations.
Drilling Performance Data
Field performance benchmarks from hard rock granite and basalt formations:
- Convex face bits improve ROP by 10–20% versus flat face in medium-hard, competent rock (UCS 120–180 MPa)
- Drop Center designs reduce hole deviation by approximately 30% versus convex designs in deep-hole applications (> 10 m)
- Retrac skirt configurations reduce stuck-string events by significantly reducing borehole wall contact friction in fractured ground — the frequency reduction is site-dependent but consistently material
- Regular button re-grinding extends service life by up to 30% in abrasive environments — maintenance of cross-type bit carbide tips can similarly extend service life by up to 25%
- A quality top hammer button bit in hard rock typically achieves 100 to 500 meters of service life per bit, primarily governed by formation CAI and flushing effectiveness
- Standard button bit configurations achieve penetration rates of approximately 0.8–1.5 m/min in medium-hard competent formations; spherical button bits sustain performance across extended depth in UCS > 180 MPa conditions where ballistic buttons fail prematurely
Featured Snippet: Quick Selection Reference
What should you specify for each scenario?
- Maximum ROP in medium-hard competent rock → Standard Bit + Convex Face + Ballistic Buttons + Standard Skirt
- Maximum durability in abrasive hard rock → Standard Bit + Flat Face + Spherical Buttons + Standard / Heavy Duty Skirt
- Best hole straightness for tunneling → Standard or Retrac Bit + Concave Face + Spherical Buttons + Retrac Skirt
- Deep-hole production drilling with accuracy → Standard Bit + Drop Center Face + Spherical Buttons + Straightrac or Retrac Skirt
- Fractured / blocky unstable ground → Retrac Bit + any Face Design + Spherical Buttons + Retrac Skirt
- Small-diameter abrasive holes → Cross-Type Bit (no button face selection required)
Conclusion
Selecting the correct top hammer drill bit is not a single-variable decision. The four classification levels — Bit Type, Face Design, Button Shape, and Skirt Design — interact to determine the complete drilling performance profile of the tool in any given geological environment.
In hard rock:
- Where ground stability is uncertain or fractured, establish the correct Bit Type (Retrac) before any other decision.
- Where abrasiveness is the dominant failure mode, specify Flat Face + Spherical Buttons + Heavy Duty Skirt and invest in a regrinding program.
- Where ROP governs in competent, moderately hard rock, specify Convex Face + Semi-Ballistic or Ballistic Buttons.
- Where hole straightness governs blast pattern quality in tunneling, specify Concave Face + Retrac Skirt.
- Where deep-hole accuracy and flushing are simultaneously critical, specify Drop Center Face + Straightrac or Retrac Skirt.
Aligning all four specification dimensions to your geological conditions and operational objectives is the single highest-leverage action available to reduce Cost per Meter in a hard rock drilling program.
Related Readings
FAQ
A Standard Button Bit is designed for use in competent, stable rock where the borehole wall remains structurally intact throughout drilling. A Retrac Button Bit incorporates rear-facing reaming buttons and an extended skirt that cuts an oversized gauge behind the face, preventing jamming and enabling bit retrieval in fractured, blocky, or geologically unstable ground. The retrac design is the correct specification wherever stuck-string events are an operational risk.
For granite (UCS typically 150–250 MPa, high CAI), a Flat Face or Drop Center design with spherical tungsten carbide buttons is the standard professional specification. Granite combines high compressive strength with high silica abrasivity, requiring the structural stability and button wear resistance that these configurations provide. Convex faces and ballistic buttons can be used in granite but typically require substantially shorter regrinding intervals, increasing CPm.
Specify a Concave or Drop Center face design — both geometries provide a passive self-centering effect that reduces deviation progressively over increasing hole depth. Additionally: maintain correct feed pressure (excessive pressure is the most common operator-induced cause of deviation), ensure drill rod straightness and coupling condition, use guide tubes at the collar where available, and specify Retrac or Straightrac skirt designs in structurally complex ground.
Specify a Cross-Type Bit when drilling small-diameter holes (30–100 mm) in highly abrasive and fractured rock where the chisel geometry's strong radial wear resistance and cross-plane bridging capability offer an advantage over button designs. Common applications include blast holes in dense basalt, anchor holes in abrasive quartzite, and exploration drilling in complex strata with natural fractures. For larger diameters or deep holes requiring directional control, button bits with an appropriate face design remain the correct selection.
In hard rock formations, a quality top hammer drill bit typically achieves 100 to 500 meters of service life per bit, with the range primarily driven by formation abrasiveness (CAI), button grade selection, and flushing effectiveness. Implementing a regular button re-grinding program — sharpening buttons before wear flats exceed 50% of button diameter — can extend service life by up to 30% and is the highest-return maintenance practice available in hard rock drilling operations.