






Product Description
What Is a GT60 Button Bit?
A Gt60 button bit is a top hammer drill bit with a male T60 tapered thread. It connects directly to a drill rod and transfers the impact energy from a hydraulic drifter into the rock face. The name “T60” refers to the thread’s nominal major diameter — 60 mm — which determines the shank size and the impact class of the drifter it pairs with.
The cutting work is done by tungsten carbide (WC-Co) buttons pressed into the bit face. RockHound uses YK05 grade carbide buttons — a fine-grain alloy that balances hardness (≈ 89.5 HRA) with fracture toughness, allowing it to survive the high cyclic impact loads of top hammer drilling without early micro-cracking.
The body is machined from 45CrNiMoVa alloy steel, then carburized, quenched, and tempered. This treatment gives the bit surface high hardness for wear resistance while the core stays tough enough to absorb shock. Our 20-hour heat treatment process controls microstructure at each stage, which extends service life by 15–30% compared to standard 4-hour treatments.
RockHound’s T60 range covers three face profiles: standard button, flat/retrac, and drop center/retrac. Each profile targets a specific rock condition and drilling scenario. All 11 SKUs share the same T60 thread, making them interchangeable across compatible drill strings without changing the rod or shank adapter.
Related keyword context: T60 bits are pilot bits — they drill the primary borehole. Tools like reaming bits, dome reaming bits, and pilot reaming bits (including R35 reaming bits) are a separate product category used to enlarge pilot holes in raise drilling or box hole applications. View our full range →
Face Profile Guide
3 Face Profiles — Which One Do You Need?
The face profile controls how the bit attacks rock, evacuates cuttings, and behaves on rod pull-back. Pick the right profile for your formation and you get faster penetration and longer bit life.
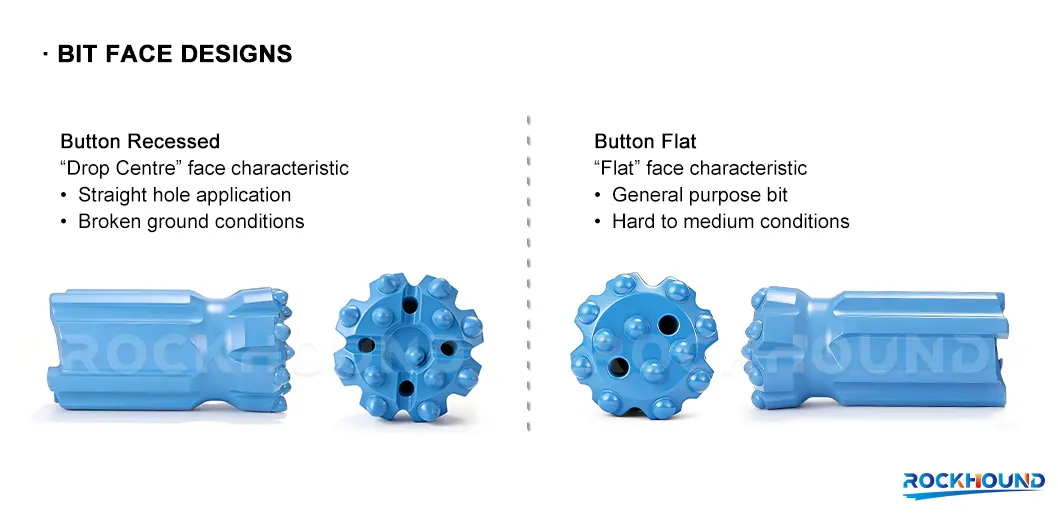
Button (Standard Face)
Balanced gauge and centre button layout on a slightly convex face. Suitable for hard, competent rock where straight hole deviation is the priority. Best penetration rate in massive granite, basalt, and quartzite.
92 – 127 mm · 5 SKUs
Button / Flat / Retrac
Flat face with retrac-profile gauge buttons. The retrac geometry pulls the bit away from the borehole wall during rod changes, reducing stuck-bit risk in fractured or clay-interbedded rock. Best for production drilling where rod changes are frequent.
102 – 127 mm · 3 SKUs
Button / Drop Center / Retrac
Recessed centre face combined with retrac gauge buttons. The dropped centre improves cuttings flow and flushing in wet formations or sticky clay seams. Provides retrac safety on rod pull plus better hole cleaning in difficult ground.
92 – 102 mm · 3 SKUs
Technical Specifications
Full Specification Table
All 11 SKUs listed below. Thread: GT60 on all variants. Body material: 45CrNiMoVa. Buttons: YK05 cemented carbide.
| Face Profile | D (mm) | D (inch) | Gauge Buttons (No×mm) | Centre Buttons (No×mm) | Gauge Angle | Thread | Product Code | Weight (kg) |
|---|---|---|---|---|---|---|---|---|
| Button — Standard Face | 92 | 3 5/8 | 8×12 | 6×12 | 35° | GT60 | 173-9214-7A05 | 5.2 |
| Button — Standard Face | 96 | 3 3/4 | 8×13 | 6×12 | 35° | GT60 | 173-9614-7A05 | 5.3 |
| Button — Standard Face | 102 | 4 | 8×13 | 6×13 | 40° | GT60 | 173-0214-7A04 | 6.4 |
| Button — Standard Face | 115 | 4 1/2 | 8×14 | 6×13 | 35° | GT60 | 173-1514-7A05 | 7.8 |
| Button — Standard Face | 127 | 5 | 9×14 | 9×14 | 35° | GT60 | 173-2718-7A05 | 8.9 |
| Button / Flat / Retrac | 102 | 4 | 8×13 | 6×13 | 40° | GT60 | 174-0214-7A04 | 7.6 |
| Button / Flat / Retrac | 115 | 4 1/2 | 8×14 | 6×13 | 35° | GT60 | 174-1514-7A05 | 9.4 |
| Button / Flat / Retrac | 127 | 5 | 9×14 | 9×14 | 35° | GT60 | 174-2718-7A05 | 13.1 |
| Button / Drop Center / Retrac | 92 | 3 5/8 | 8×12 | 6×12 | 35° | GT60 | 176-9214-7A05 | 6.1 |
| Button / Drop Center / Retrac | 96 | 3 3/4 | 8×13 | 6×12 | 35° | GT60 | 176-9614-7A05 | 6.2 |
| Button / Drop Center / Retrac | 102 | 4 | 8×13 | 6×13 | 40° | GT60 | 176-0214-7A04 | 8.0 |
Note: Product codes ending in 7A04 denote 40° gauge button angle; codes ending in 7A05 denote 35°. Custom diameters and button layouts available on request.
Material & Metallurgy
45CrNiMoVa Body + YK05 Carbide Buttons
Material selection is the single biggest factor in drill bit service life. RockHound specifies two purpose-built alloys — one for the body, one for the buttons — and validates their properties through in-house testing before any bit leaves the factory. Read the full technical breakdown in our Top Hammer Drill Bit Material guide.
| Body Steel Specifications | Button Specifications |
|---|---|
|
45CrNiMoVa
|
YK05 Cemented Carbide
|
Why heat treatment duration matters: Most budget bits use a 4–8 hour case-hardening cycle. RockHound’s extended 120-hour cycle produces a deeper, more uniform carburized case (1.5–2.0 mm vs. 0.8–1.2 mm in short cycles), which directly increases wear life in abrasive quartzite and granodiorite. Learn more →
Key Features
| Ref | Technical Feature | Specifications & Performance Benefits |
|---|---|---|
| ⚙️ | Precision Button Fit | Interference + Induction Brazing: Each YK05 button is press-fitted under controlled force and induction-brazed. This dual retention method holds buttons firmly under cyclic impact loads above 300 J, preventing premature button pop-out. |
| 🔩 | CNC-Machined Thread | T60 Thread Tolerance: Machined to Atlas Copco taper thread tolerances (ISO 10208). Tight-tolerance ensures full metal-to-metal contact with the drill rod, reducing energy loss and cutting thread wear by over 20%. |
| 🌊 | Optimised Flushing | CFD-Modelled Channels: Sized and angled based on Computational Fluid Dynamics. High velocity sweeps cuttings away, preventing regrinding of debris. Drop center variants include an extra central duct for wet drilling applications. |
| 📐 | Retrac Gauge Geometry | Flat/Retrac & Drop Center: Gauge buttons are undercut at a backward angle. During reverse rotation, these buttons guide the bit away from the borehole wall, preventing stuck bits in jointed or swelling ground. |
| 🏋️ | Weight-Optimised Design | Inertia Reduction: The 92 mm standard bit weighs just 5.2 kg (vs 6.1 kg for heavy variants). Lower mass reduces the inertia load on the drill rod thread, significantly extending the service life of the shank adapter. |
| 🔬 | Full Traceability | Batch Testing & QC: Every batch includes Rockwell hardness testing, button pull-out force validation, and dimensional inspection. Results are logged to a batch certificate to support procurement audit requirements. |
Top Hammer Drilling — Work Principle of the GT60 Button Bit
Top hammer drilling uses a surface-mounted rock drill (drifter) to send percussive pulses down the drill string to the bit face. Understanding how energy travels through the system helps you choose the right bit and use it correctly. See the full explanation in our Top Hammer Button Bit guide.
| Step | Process Phase | Mechanism & Technical Specifications |
|---|---|---|
| 01 | Impact Generation at the Drifter | The hydraulic drifter piston strikes the shank adapter at 40–60 Hz. Each blow creates a compressive stress wave traveling at ≈ 5,000 m/s. Typically used with 20–30 kW impact power class drifters (e.g., COP 1838, RD520). |
| 02 | Stress Wave Transfer | The wave crosses the T60 thread joint. Proper torque minimizes reflection losses. Loose threads reflect energy back up the rod, significantly reducing penetration rates and increasing component fatigue. |
| 03 | Rock Indentation | YK05 buttons act as punches, indenting rock 0.1–0.5 mm per blow. Rock fails in tension between buttons, producing chips (5–15 mm). Rotation angles of 4–8° ensure optimal indexing between strikes. |
| 04 | Cuttings Evacuation | Compressed air or water exits through flushing holes to sweep the face. A drop center face profile directs flow toward the center to prevent chip re-grinding and premature button wear. |
| 05 | Rod Pull-Back (Retrac) | During retrieval, reverse rotation is applied. Retrac bits feature specialized gauge button geometry to “walk” the bit away from the borehole wall, preventing wedging in fractured or collapsing rock formations. |
Application Scenarios
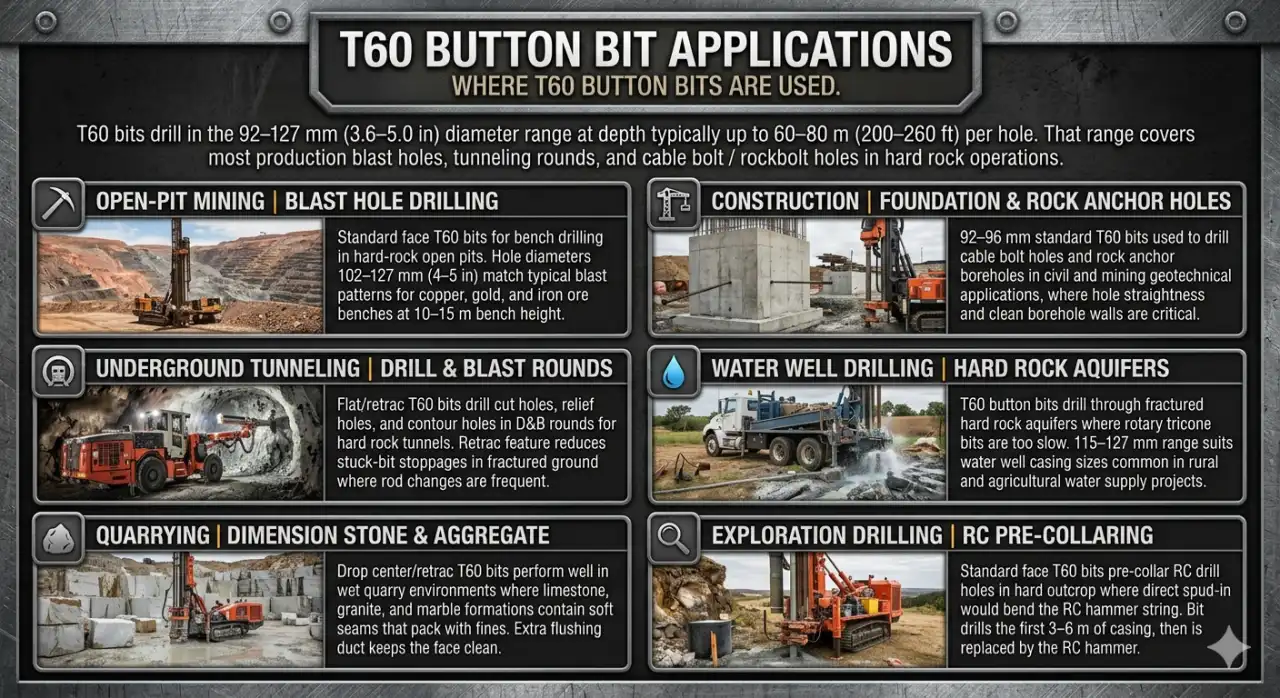
GT60 bits drill in the 92–127 mm diameter range at depth typically up to 60–80 m per hole. That range covers most production blast holes, tunneling rounds, and cable bolt / rockbolt holes in hard rock operations.
Open-Pit Mining — Blast Hole Drilling
Standard face GT60 bits are the go-to for bench drilling in hard-rock open pits. Hole diameters of 102–127 mm (4–5 inch) match typical blast patterns for copper, gold, and iron ore benches at 10–15 m bench height.
Underground Tunneling — Drill & Blast Rounds
Flat/retrac GT60 bits drill cut holes, relief holes, and contour holes in D&B rounds for hard rock tunnels. The retrac feature reduces stuck-bit stoppages in fractured ground where rod changes are frequent.
Quarrying — Dimension Stone & Aggregate
Drop center/retrac GT60 bits perform well in wet quarry environments where limestone, granite, and marble formations contain soft seams that pack with fines. The extra flushing duct keeps the face clean.
Construction — Foundation & Rock Anchor Holes
92–96 mm standard GT60 bits are used to drill cable bolt holes and rock anchor boreholes in civil and mining geotechnical applications, where hole straightness and clean borehole walls are critical.
Water Well Drilling — Hard Rock Aquifers
GT60 button bits drill through fractured hard rock aquifers where rotary tricone bits are too slow. The 115–127 mm range suits water well casing sizes common in rural and agricultural water supply projects.
Exploration Drilling — Reverse Circulation Pre-Collaring
Standard face GT60 bits pre-collar RC drill holes in hard outcrop where direct spud-in would bend the RC hammer string. The bit drills the first 3–6 m of casing, then is replaced by the RC hammer.
How to Choose the Right GT60 Button Bit
Four factors drive bit selection: hole diameter, rock type, drilling direction, and ground conditions. Match all four and you get the right bit for the job. Read more on face designs and button shapes in our Top Hammer Drill Bit Types article.
1.Choose Diameter Based on Blast Pattern or Casing Size
Match bit diameter to your required borehole size. For blast holes, diameter is set by the blast design (powder factor, burden, spacing). For support holes, match the casing or anchor tendon OD. GT60 bits cover 92 mm (3 5/8″) to 127 mm (5″). For holes above 127 mm, consider reaming with a dome reaming bit or pilot reaming bit on a separate reaming string.
2.Select Face Profile Based on Rock Competency
Competent, massive rock (UCS > 150 MPa, RQD > 75%) → Standard face. It gives the fastest penetration rate in hard, unfractured rock. Fractured or jointed rock (RQD 25–75%) → Flat/retrac. The retrac function prevents stuck bits at structure. Wet, sticky, or clay-interbedded formations → Drop center/retrac. The extra flushing duct prevents packing at the face centre.
3.Check Gauge Button Angle Against Rock Abrasivity
The 102 mm GT60 SKUs (product codes ending 7A04) use a 40° gauge button angle, which increases contact area per gauge button and improves hole gauge life in abrasive rock (SiO₂ > 65%). If your rock is less abrasive but harder, the 35° variants (7A05 codes) give better button impact efficiency. When in doubt, specify 40° for quartzite, sandstone, and abrasive granite.
4.Confirm Drilling Direction for Flushing Medium
Downhole (vertical down) drilling with air flushing: any face profile works. Inclined or horizontal drilling: use drop center/retrac to prevent cuttings packing at the face low point. Water flushing in very abrasive rock: check that the flushing hole flow velocity (> 15 m/s) is sufficient to lift the chip size your bit produces — larger buttons (14 mm) cut larger chips that need more air volume.
Need help matching a GT60 bit to your specific formation or drifter model? Contact RockHound’s technical team → We specify bits for projects from site data (UCS, RQD, abrasivity index, drifter spec) at no cost.
GT60 Button Bit Maintenance Checklist
A GT60 button bit can be reground 3–5 times before it reaches its wear limit. Each regrinding cycle restores up to 80% of original penetration rate. The key is catching wear at the right point — too early wastes metal; too late means buttons crack or pop out. Full maintenance procedures are covered in our Button Bit Maintenance guide.
| Task | Operational Procedure | Critical Specifications & Requirements |
|---|---|---|
| 🔍 | Pre-shift Inspection | Check buttons for chipping, cracking, or loss. Inspect T60 threads for galling. Retire bit if gauge diameter drops > 1 mm below design (e.g., 115 mm bit below 114 mm). |
| 📏 | Regrinding Trigger | Follow the 30–35% Flat Wear Rule. For a 13 mm button, regrind when the flat is ≥ 4.3 mm wide. Delaying results in overheating and ungrindable micro-cracks. |
| ⚙️ | Grinding Parameters | Use dedicated grinders (e.g., Secoroc or Robit). Keep carbide temperature below 200°C to prevent cobalt binder oxidation. Always use coolant or air cooling on every pass. |
| 🔩 | Thread Maintenance | Clean with wire brush and air every shift. Apply copper-based grease (not petroleum). Dry threads gall within 5–10 cycles, creating weld points that seize the joint. |
| 📦 | Storage Guidelines | Store thread-up on dry racks; avoid concrete floors to prevent moisture wicking. Apply rust inhibitor if stored > 30 days. Cap flushing holes to prevent debris ingress. |
| 🚫 | Retirement Criteria | Retire immediately if: (1) Any button is lost; (2) Gauge is > 1 mm undersized; (3) ≥ 2 galled thread flanks; or (4) Body cracks radiate from flushing holes. |
FAQ
GT60 refers to the male tapered thread with a nominal thread diameter of 60 mm. It is one of the largest sizes in the Atlas Copco T-thread standard and is used on top hammer drifters that develop high impact energy — typically 20–30 kW class machines such as the COP 1838 or Sandvik RD520. The T60 thread is not interchangeable with R60 threads — they have different taper angles and pitch.
A flat/retrac bit has a flat face with retrac-profile gauge buttons. The retrac geometry pulls the bit away from the borehole wall during rod changes, reducing stuck-bit risk in fractured or clay-interbedded rock. A drop center/retrac bit adds a recessed centre on the face, which improves cuttings evacuation in wet or sticky formations while keeping the retrac advantage at the gauge. Use flat/retrac in dry fractured ground; use drop center/retrac in wet or clay-bearing formations.
Most T60 bits in the RockHound range use a 35° gauge button angle. The 102 mm diameter variants (product codes ending in 7A04) use 40°. The gauge button angle controls how aggressively the gauge buttons cut the borehole wall. A higher angle (40°) increases contact area per button — better for maintaining hole gauge in abrasive rock like quartzite (SiO₂ > 65%). A lower angle (35°) gives a sharper, more aggressive cut — better penetration rate in softer hard rock like limestone or soft granite.
RockHound uses YK05 cemented carbide — a fine-grain WC-Co (tungsten carbide–cobalt) grade. "YK" is the Chinese national standard designation (GB/T 5272) for rock drilling carbide. The "05" indicates approximately 5–6 wt% cobalt content. This cobalt level balances hardness (≥ 89.5 HRA) with fracture toughness — critical for top hammer applications where buttons receive 40–60 impact blows per second. Higher cobalt gives more toughness but less wear resistance; lower cobalt is harder but chips easily. YK05 sits at the optimal point for medium-to-hard abrasive rock.
The most reliable trigger is the 30–35% flat wear rule: measure the flat area on the button top and regrind when it exceeds 30–35% of the original button diameter. For a 13 mm button, regrind at a flat width of ≥ 4.3 mm. A second indicator is penetration rate: if rate drops more than 20% under the same drilling parameters (same thrust, rotation speed, impact pressure), the buttons are dull. Worn gauge buttons also cause oversize holes — a caliper check on hole diameter every 50–100 m gives you a consistent early warning.