


Description
The Ingersoll Rand YH 80A is a 18 kW hydraulic rock drill that hits at 43 Hz and pushes 579 Nm of rotational torque through your drill string. Finding a shank adapter that keeps up with that output, day after day, in hard-rock quarries or deep tunnel faces, is genuinely hard. Most aftermarket options compromise on steel grade, skip proper heat treatment depth, or tolerate loose dimensional tolerances that shorten tool life before the first shift is done.
RockHound took a different path. Our YH 80A shank adapter (also called a striking bar or rock drill rod shank adapter) is built from ZK23CrNiMo alloy steel, subjected to a full 20-hour carburizing cycle, and finish-machined to OEM dimensional tolerances. The result is a drop-in replacement for T38, T45, and T51 thread configurations — one that matches original equipment performance at a fraction of the cost.
Whether you run a surface bench, push a drifting jumbo underground, or manage a production blast schedule with zero tolerance for downtime, this is the top hammer drilling tool your YH 80A deserves.
Key Features
- Premium 23CrNiMo Alloy Steel — High-nickel chromium-molybdenum composition delivers outstanding fatigue strength and low-temperature impact toughness. Why 23CrNiMo outperforms standard alloys →
- 20-Hour Deep Carburizing Heat Treatment — A longer carburizing cycle means a deeper, more uniform hardened case (58–62 HRC surface / 38–42 HRC core), not just a surface blush. Explore our heat treatment process →
- 8-Spline Drive Configuration — Precision-cut splines transmit full rotational torque from the drive sleeve while maintaining tight clearance to minimize lateral play and premature wear.
- 100% OEM-Compatible Interface — Every dimension — shank diameter, spline profile, total length, thread pitch — is reverse-engineered against the original Ingersoll Rand drawing. It fits because it has to.
- Scientific Straightening Post-Heat-Treatment — Micro-warps introduced during furnace cycling are corrected with precision-instrument straightening. A straight shank means even stress distribution and longer life. See the full production process →
- Custom Branding / OEM Marking — We offer laser marking or mechanical stamping with your company logo or part number. Max logo area: 100 × 100 mm.
Specifications
| Technical Parameter | RockHound Specification Details |
|---|---|
| Compatible Drifter | Ingersoll Rand YH 80A / YH 80A RP |
| Thread Profiles | T38 · T45 · T51 |
| Standard Length | 500 mm |
| Mechanical Specs | Shank Ø 51 mm | 8 Splines | Flushing Hole Ø 19.0 mm |
| Material Grade | ZK23CrNiMo (Premium 23CrNiMo Alloy Steel) |
| Hardness (HRC) | Surface: 58–62 HRC | Core: 38–42 HRC |
| Heat Treatment | Advanced Gas Carburizing — 20 Hours Process |
| OEM Ref. (IR) | T38: 448-5150-5176 | T45: 448-5150-5177 | T51: 448-5150-5178 |
| Weight (Approx.) | T38: 5.5 kg | T45: 5.7 kg | T51: 6.4 kg |
| Custom Branding | Laser / Mechanical Stamping (Max 100×100 mm) |
Cross-Reference & Competitor Comparison
Different part numbers, identical job. All entries below fit the Ingersoll Rand YH 80A interface:
| Brand | Part Number | Thread | Length (mm) | Splines | Notes |
|---|---|---|---|---|---|
| RockHound | RH-YH80A-T38/T45/T51 | T38 / T45 / T51 | 500 | 8 | 23CrNiMo · 20 h carburizing · 100% fit |
| Ingersoll Rand (OEM) | 448-5150-5176 / -5177 / -5178 | T38 / T45 / T51 | 500 | 8 | Original factory part |
| Sandvik / GM | D7305-7559-19 | T45 | 495 | 8 | Sanbar 64 air-cooled steel |
| Epiroc | 90516313 | T51 | 500 | 8 | Premium alloy, direct cross |
RockHound delivers 100% interchangeability with all the above at a significantly lower total cost of ownership. Same geometry, same fatigue life in medium-to-hard rock (f 8–14), better value per meter drilled.
Applications
The YH 80A shank adapter works wherever the YH 80A drifter is deployed in top hammer drill systems:
- Surface Bench Drilling — Quarries, open-pit mining, and aggregate production where straight holes and high penetration rates dominate the cost equation.
- Underground Drifting & Tunnelling — High-cycle, confined environments where a shank failure doesn’t just cost a part — it costs an entire heading’s shift.
- Production Blasting — Pattern drilling in hard formation (granite, basalt, quartzite) with demanding penetration requirements.
- Hydropower & Civil Infrastructure — Rock excavation for dam foundations, slope reinforcement, and tunnel portals.

Who It Works
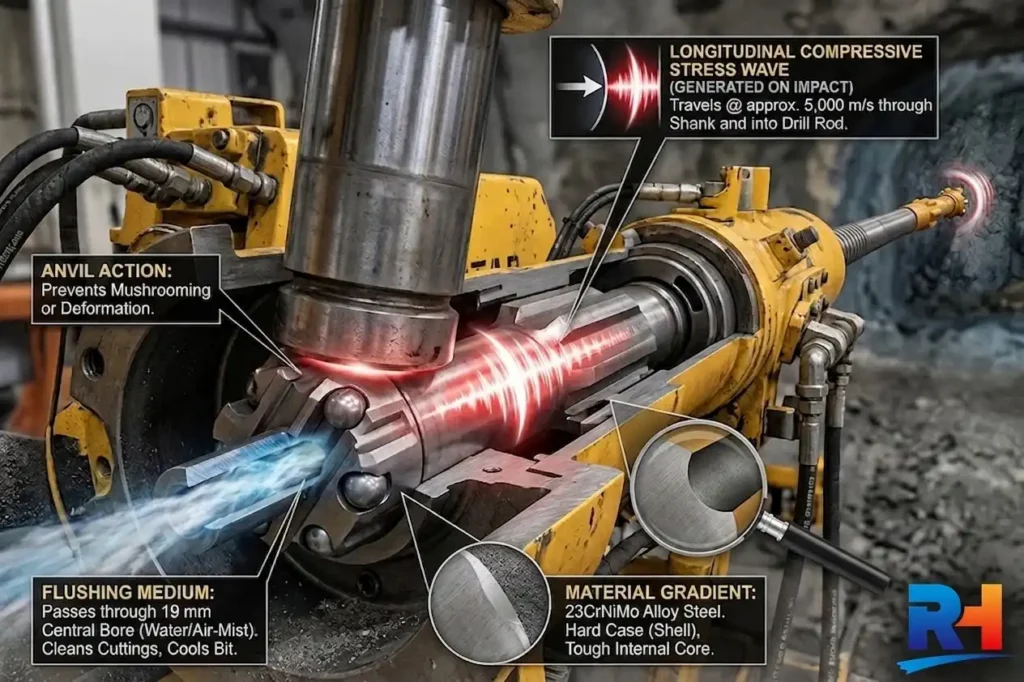
In a top hammer drilling system, the piston accelerates inside the hydraulic cylinder and strikes the shank adapter end face at high velocity. That collision generates a longitudinal compressive stress wave that travels at approximately 5,000 m/s through the shank, down the drill rod, and into the bit — where it finally does its work on the rock.
The shank adapter sits at the most critical point in that chain. It must:
- Act as an anvil — absorbing the piston’s kinetic energy without deforming or fracturing.
- Transmit torque — its 8-spline drive engages the rotating drive sleeve to spin the entire drill string.
- Pass flushing medium — water or air-mist flows through the 19 mm central bore to clean cuttings and cool the bit.
A shank that is too soft mushrooms at the striking end. One that is too brittle cracks at the spline root. The 23CrNiMo gradient — hard shell, tough core — handles both failure modes simultaneously.
Deep dive: Shank Adapter Function, Structure & Working Principle →
How to Select the Right Shank For Your Projects?
T38 — Best for medium-hard rock (f 6–10) and smaller hole diameters (64–76 mm). Lower stiffness makes it slightly more economical where torque demand is moderate.
T45 — The recommended choice for the YH 80A in most hard-rock conditions (f 8–12). Optimal for 76–89 mm drill holes. Balances stiffness and bending resistance.
T51 — Use when drilling 89–102 mm holes or in very hard formation (f ≥ 12). The larger thread root section absorbs higher bending loads, protecting the connection under extreme push-feed pressure.
A practical rule: match thread size to the bending stress generated at your feed force setting, not just hole diameter. Oversized threads in soft rock waste cost; undersized threads in hard rock fail early.
Maintenance Guide
Even the toughest shank adapter needs the right operating environment to achieve full service life:
1. Lubrication is non-negotiable. Maintain consistent air-oil mist flow to the spline zone. A dry spline generates friction heat that softens the case layer and accelerates wear in both the shank and drive sleeve. Check the oil mist injector before every shift.
2. Monitor your guide bushing. A worn guide bushing lets the shank wobble during rotation. That wobble imposes cyclic bending stress on the shank — stress your drill control settings never account for. Inspect every 500–800 percussion hours and replace at the first sign of radial play.
3. Balance feed pressure to rock hardness. Too much feed force bends the rod string; too little causes the shank to “dry-strike” — returning energy back into the tool instead of into the rock. Both conditions are hard on threads and splines. Adjust hydraulic feed to keep the bit in firm contact throughout the stroke.
4. Inspect the striking face. Any mushrooming, cupping, or visible cracking at the end face means the shank should be rotated or replaced. Running a deformed striking face sends irregular stress waves down the string and risks piston damage.
Custom Branding
RockHound supports B2B customers who want their tools to carry their identity. We apply your company logo, part number, or batch code via:
- Laser Marking — Clean, permanent, corrosion-resistant.
- Mechanical Stamping — Traditional deep-imprint marking for high-visibility identification in muddy or worn conditions.
Maximum logo/marking area: 100 × 100 mm. Contact us with your artwork file to discuss MOQ and lead time.
Related Products
FAQ
Yes. Our YH 80A shanks are precision-manufactured according to OEM drawings. The spline count (8), overall length (500mm/700mm), and interface tolerances are identical to the original, achieving 100% interchangeability.
For the majority of hard-rock drilling at 76 mm hole diameter, T45 is the standard choice and matches the YH 80A's torque output best. Use T38 for medium-soft rock or where tool cost is the primary driver. Move to T51 when your hole diameter exceeds 89 mm or when you are drilling in very hard formation where thread bending stress becomes a fracture risk.
Absolutely. We provide customized marking services for B2B clients, including brand logos, batch numbers, or part numbers. The maximum logo size supported is 100*100mm.
A worn guide sleeve causes the shank to "wobble" during operation. This wobble introduces lateral shear stress, leading to abnormal fractures at the splines or thread base. We recommend inspecting and replacing guide sleeves every 800 impact hours.
Excessive feed pressure bends the drill rods, increasing radial loads on the shank threads. Too little pressure causes "bouncing" or "empty strikes," leading to internal heat buildup and cracking. Balancing pressure significantly extends tool life.