


Product Description
Every meter you drill starts at the same place — the interface between the drifter piston and the drill string. That interface is the shank adapter. Get it wrong, and you burn through shanks in a single shift. Get it right, and the same tool runs past 3,500 meters without a complaint.
RockHound manufactures the R38 and T38 shank adapters specifically for the Furukawa HD150 hydraulic drifter. The HD150 is a high-frequency percussive drifter used in tunneling jumbos, underground development rigs, and surface crawler rigs across mining and civil construction worldwide. Its dual damper system (DDS) demands a shank adapter with a precision-ground striking face and accurate spline geometry — otherwise the energy management system cannot work as intended, and you end up with accelerated wear on the drifter’s front head bushing and piston.
Our R38 and T38 variants share the same 525mm body length, 39.8mm ground shaft diameter, and 9-spline chuck engagement. The difference lies in the thread profile at the drill-string end. R38 uses a rounded rope-thread geometry for quick coupling in tight headings. T38 uses a trapezoidal profile for tighter joints and better energy transfer in longer drill strings. Both are precision-machined from 23CrNiMo alloy steel and put through our 20-hour case-carburizing cycle before final grinding.
These shanks are dimensionally compatible with Furukawa OEM part numbers 414832528 (R38) and 414832529 (T38), and cross-reference with equivalent parts from Sandvik and Epiroc.
Features
20-Hour Deep-Case Carburization
Most shanks on the market go through induction hardening — a fast, shallow process that creates a surface case of 0.2–0.4mm. When thread contact strips that layer, the softer core is exposed and wear accelerates rapidly. For more detail on why the treatment time matters: 20-Hour Heat Treatment in Rock Drilling Tools
Dual-Hardness Profile (HRC 58–60 Surface / HRC 38–42 Core)
After carburization, each shank goes through controlled oil quenching followed by tempering. This locks in a martensitic surface that resists thread wear, while the core retains the toughness it needs to absorb shock without cracking. A fully through-hardened shank would be brittle. A soft shank would deform. The dual-hardness structure avoids both failure modes.
Precision-Ground Striking Face
The HD150’s piston delivers its energy pulse as a longitudinal stress wave. If the striking face is not square to the shank axis — even by 0.05mm — the wave disperses unevenly. The result is wasted energy, localized heat, and early mushrooming of the face. RockHound shanks are surface-ground on a dedicated CNC cylindrical grinder to keep the face perpendicular within ±0.02mm.
9-Spline Chuck Engagement
The HD150’s orbital rotation motor transfers torque through splines cut into the rear of the shank. Nine splines spread that torque over a larger total contact area than the more common 6-spline designs. Lower unit pressure per spline means less fretting and a longer service interval before spline shoulder wear becomes visible.
OEM-Interchangeable Dimensions
Every critical dimension — shaft diameter (39.8mm), body length (525mm), spline pitch, striking end diameter (55mm), and flushing hole geometry — matches Furukawa’s OEM specification. These shanks drop in without modification and work with your existing rods, couplings, and front-head bushings. See full production process: Rock Drill Shank Adapter Production Process
Specification
| Feature | Specification (R38 Variant) | Specification (T38 Variant) |
|---|---|---|
| Thread Type | R38 (Rope Thread) | T38 (Trapezoidal Thread) |
| Total Length (L) | 525 mm | 525 mm |
| Shaft Diameter (D) | 39.8 mm | 39.8 mm |
| Striking End Diameter | 55 mm | 55 mm |
| Weight | 4.9 kg | 4.9 kg |
| Product Code | 438-4052-5156 | 438-4052-5176 |
| Material | 23CrNiMo | 23CrNiMo |
| Spline Count | 9-Spline Configuration | 9-Spline Configuration |
Cross-reference: Brand Comparision
The table below lists known equivalent part numbers from OEM and major aftermarket suppliers for the Furukawa HD150 R38 and T38 shank adapter positions. Dimensional data is based on published manufacturer specifications.
| Manufacturer | Part Number (R38) | Part Number (T38) | Length (mm) | Material Standard |
|---|---|---|---|---|
| Furukawa (OEM) | 414832528 | 414832529 | 515 / 525 | OEM Spec |
| RockHound | RH-4052-5156 | RH-4052-5176 | 525 | 23CrNiMo |
| Sandvik | 90515969 | 90516123 | 515 / 525 | Sanbar 64 Equiv. |
| Epiroc | 404-14401 | 435-10001 | 515 / 525 | L435-8 |
| GMD | HD150-R38 | HD150-T38 | 525 | Alloy Steel |
RockHound shank adapters are designed to be 100% interchangeable with OEM and leading brand components, ensuring that your existing inventory of rods and couplings remains compatible.
Applications
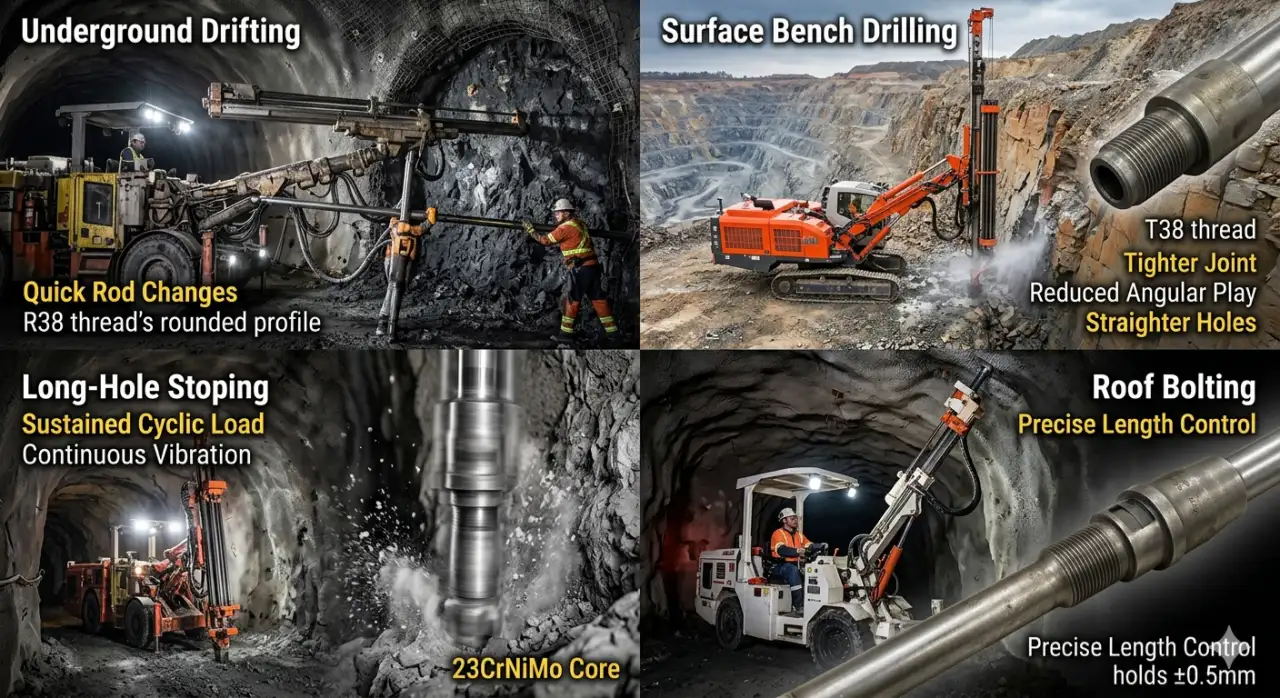
Underground Drifting and Development Tunneling
The HD150 is a standard power class for three- and four-boom jumbo rigs in horizontal development headings. In these conditions, quick rod changes are critical — crews cannot afford a stuck coupling 4 meters into a cross-cut. The R38 thread’s rounded profile releases easily, even under residual string tension, keeping the round cycle moving.
Surface Bench Drilling (Quarry and Open Pit)
When the HD150 is mounted on a crawler rig for bench production, the drill string extends through multiple rods. Alignment matters more at the top of that string because any angular deviation multiplies down the hole. The T38 thread creates a tighter joint at the shank-coupling interface, which reduces angular play and supports straighter holes in fractured or heavily jointed rock.
Long-Hole Stoping (Underground Production)
Long-hole drilling with extension rods puts continuous vibration through the full string for extended periods. The 23CrNiMo core handles sustained cyclic load without crack initiation, which is why this material grade is preferred over standard 4140 in long-hole applications where the shank runs for 6–8 hours without rotation.
Roof Bolting and Ground Support
The 525mm body length is a match for the feed travel envelope of many mechanized bolters. Precise length control — RockHound holds ±0.5mm on total length — prevents over-insertion into the chuck and underfeeding into the bushing, both of which cause accelerated wear in confined bolting applications.
How It Works — Stress Wave Transmission Principle
Understanding how the shank adapter actually moves energy helps explain why dimensional precision matters so much. Read the full technical breakdown: What Is Shank Adapter Structure and Function
When the HD150 piston fires, it creates a compressive stress wave that travels through the shank adapter at approximately 5,100 m/s — the acoustic velocity of steel. This wave passes through the thread joint and continues down the coupled rod string to the bit face.
Two things determine how much of that energy actually reaches the rock:
1. Striking Face Geometry
The piston strikes the rear face of the shank. If that face is not flat and perpendicular to the axis, the contact is uneven. Part of the wave reflects back as a tensile wave instead of transmitting forward. Tensile reflected waves are what cause face mushrooming and piston tip damage over time.
2. Thread Joint Tightness
At every coupling point in the string, some energy is lost to the mechanical interface. A loose joint — one where threads are worn or under-greased — scatters part of the stress wave as heat and vibration. T38’s trapezoidal thread profile creates a larger contact surface than R38’s round profile, which is why it loses less energy per joint in longer strings.
The HD150’s Dual Damper System handles reflected energy that returns to the drifter. But it works within design limits. A shank with poor face geometry or worn threads pushes reflected energy above those limits, and the front bushing and piston begin to carry loads they were not sized for.
How to Choose the Right Shank Adapter: R38 or T38
The thread choice is not a matter of brand preference — it follows the drilling application.
| Selection Criteria: Choose R38 If | Selection Criteria: Choose T38 If |
|---|---|
|
R38 (Rope Thread)
|
T38 (Trapezoidal Thread)
|
In practice, many operations run T38 on production faces and R38 on development headings. If your site uses both applications, ordering both variants and standardizing rod inventory by face type is the cleanest solution.
Maintenance Guidelines
Shank adapters fail for three reasons almost every time: dry splines, worn bushings, and loose joints. All three are preventable. Reference for full protocol: Shank Adapter: Function, Work, Choose & Maintenance
Lubrication — Non-Negotiable The 9-spline engagement between the shank and the HD150 chuck driver generates friction with every rotation cycle. Without an oil film, metal-to-metal contact causes fretting on the spline shoulders inside 50 hours. Check the rig’s automatic shank lubrication system at the start of every shift. Use a grease with copper or graphite additives on the thread end — these compounds survive the heat at the joint interface where petroleum-only greases break down.
Striking Face — Inspect Every 250 Meters Run a straightedge across the striking face. If it is no longer flat — if you see a raised lip around the edge (mushrooming) — the front bushing is worn. The bushing is allowing lateral movement of the shank during each blow, which flares the face outward. Replace the bushing before it damages the piston.
Thread Check — Use a Thread Gauge Thread wear is not always visible to the eye. Profile thinning — where the thread flanks have rounded off — is the early sign of fatigue failure at the thread root. A go/no-go thread gauge catches this before the thread strips in the hole. Check every 500 meters in hard rock, or every 300 meters in abrasive formations.
Body Cracks — Stop Immediately A crack in the shank body, especially near the spline-to-thread transition zone, means the tool is at end of life. Continuing to drill with a cracked shank risks fracture in the hole — and retrieving a broken shank from a drill string is expensive. If you see a crack under UV dye penetrant inspection, the tool comes out.
Failure Diagnosis
| Symptom | Likely Cause | Corrective Action |
|---|---|---|
| Chipped or rounded splines | Worn chuck driver or excessive rotation torque | Replace chuck driver; check rotation pressure settings |
| Broken thread end | Rod dropped in hole; loose coupling joints | Tighten joints; improve rod handling and make-up procedures |
| Mushroomed striking face | Worn front-head bushing; impact pressure too high | Replace bushing; adjust drifter impact pressure to OEM specs |
| Body crack near spline transition | Feed misalignment or excessive bending stress | Re-align feed before drilling; check boom geometry and centralizer wear |
| Thread pitting | Inadequate lubrication or stress corrosion | Switch to copper-additive grease; inspect flushing water quality |
Custom Marking & Oem Branding
RockHound supports private-label and traceability marking programs for global distributors and mine operators.
- Laser Engraving: High-resolution logos, part numbers, and batch codes on each shank body
- Maximum Logo Area: 100 mm × 100 mm
- Traceability: Unique batch or serial numbers allow site operators to track footage drilled per tool — essential for cost-per-meter analysis
- Packaging Options: Neutral or branded cartons and wooden boxes to fit your logistics requirements
- Minimum Order Quantity: Contact our sales team for MOQ and lead time by thread type
Related Produnction
| T38 Drill Bits | T38 Drill Rods | T38 Coupling Sleeves |
|---|---|---|
| Drill Bits: | Drill Rods: | Coupling Sleeves: |
FAQ
The HD150 uses a 9-spline shank adapter with a 39.8mm shaft diameter and a 55mm striking end. The standard body length is 525mm. Thread options are R38 (rope thread) or T38 (trapezoidal thread) at the drill-rod end, depending on the application. RockHound part numbers are RH-4052-5156 (R38) and RH-4052-5176 (T38), which competable with Furukawa OEM 414832528 and 414832529.
Nine splines spread the rotation torque from the orbital motor over a larger total contact area compared to 6-spline designs. Higher contact area means lower unit pressure per spline, which slows the rounding-off of spline shoulders — one of the most common mid-life failure modes on shank adapters running at high torque settings. The HD150's chuck driver is machined to the 9-spline specification, so the shank must match.
The three most common causes are:
- dry or under-lubricated splines, which cause fretting inside the chuck;
- Worn front-head bushings, which allow lateral piston movement that mushrooms the striking face;
- Loose thread joints in the drill string, which scatter the stress wave as heat and create fatigue loading at the thread root.
All three are maintenance issues, not material failures. A well-maintained 23CrNiMo shank typically outlasts one that runs dry or with worn drifter components by 2–3x in footage.
Induction hardening heats and quenches the surface in seconds. It creates a hard layer of 0.2–0.4mm — enough for light-duty applications but not for the abrasive contact of rock drill threads. RockHound's 20-hour gas carburization holds the 23CrNiMo parts at 920°C in a carbon-rich atmosphere, allowing carbon to diffuse into the steel grain structure to a depth of 0.8–1.5mm. That deeper case survives the continuous abrasion of thread engagement and flushing water for hundreds of operating hours. Full process detail: 20-Hour Heat Treatment in Rock Drilling Tools
We recommend using our custom marking service to engrave a unique serial or batch number on each shank. Operators can then record the meters drilled for each specific part, providing valuable data for cost-per-meter analysis.
By combining the highest-grade 23CrNiMo steel with our rigorous 20-hour heat treatment and precision CNC machining, RockHound delivers shank adapters for the Furukawa HD150 that meet the demands of the world's toughest drilling projects. Whether you are tunneling through the Alps or quarrying in the outback, our tools are built to keep your rig running.