Table of Contents
Introduction: Why the Right Rock Drill Rod Matters
In top hammer drilling applications — from underground tunneling and drift development to open-pit bench drilling and quarrying — the rock drill rod is the critical energy transmission link between the rock drill (drifter) and the drill bit. Yet it remains one of the most frequently overlooked components in a drill string.
Choosing the wrong rod type doesn’t just reduce penetration rates; it causes excessive rebound stress, premature thread failure, and unplanned downtime. This guide breaks down everything you need to know about top hammer rock drill rods: how they work, which types exist, how to select the right specification, and how to maintain them for maximum service life.
What Is a Top Hammer Rock Drill Rod?
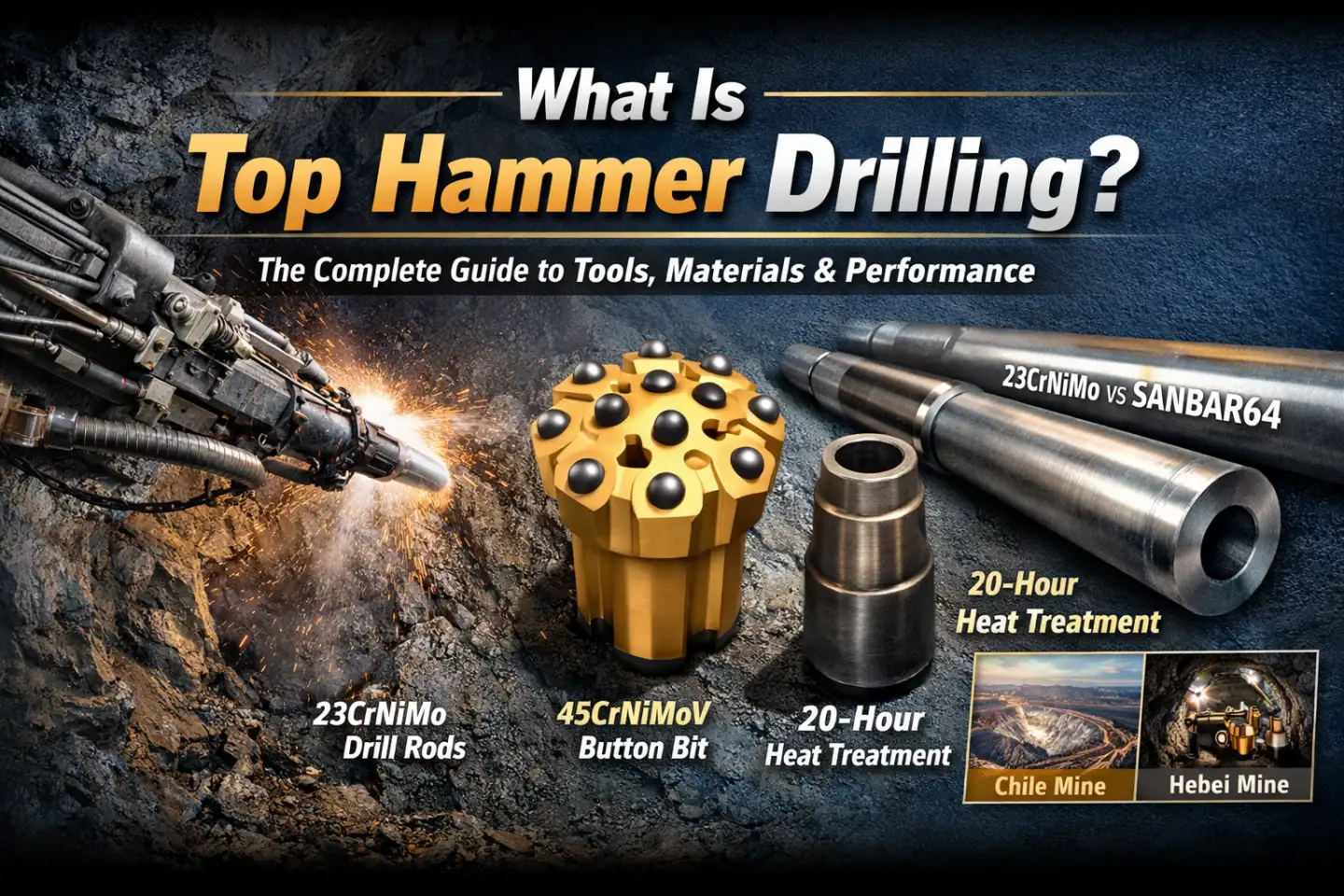
A rock drill rod — also called a drill steel — is a high-strength alloy steel component that forms the drill string in a top hammer percussive drilling system. Its two primary functions are:
1. Impact energy transmission: The piston within the rock drill strikes the shank adapter, generating a compressive stress wave that propagates through the rod to the bit face. In top hammer systems, this wave travels at approximately 5,000 m/s through steel.
2. Rotational torque transfer: Simultaneously, the drifter rotates the rod, indexing the bit between each blow to maintain a circular hole geometry and expose fresh rock to each impact.
Most rods also incorporate a flushing hole — a hollow center bore through which compressed air or water is injected to evacuate drill cuttings from the hole bottom, prevent bit balling, and cool the bit during operation.
Raw material note: Premium top hammer drill rods are manufactured from low-alloy case-hardening steels such as 23CrNi3Mo or 22CrNi3Mo. These grades offer the correct combination of a tough, fatigue-resistant core and a hard, wear-resistant carburized surface case — a balance that is essential in a component subjected to millions of percussive stress cycles per shift.
Related Reading:Rock Drill Rod Material Comparison:23CrNiMo vs Sanbar64
The Three Main Types of Top Hammer Rock Drill Rods
1. Integral Drill Steel Rods
An integral drill steel is a one-piece component where the rod and the bit are manufactured from a single bar of steel. There is no mechanical joint between the rod body and the cutting face.
How they work:The chisel or cross bit is forged and ground directly onto the front end of the hex steel shank. This eliminates any joint-related energy loss, making energy transfer from piston to rock as efficient as physically possible.
Typical specifications:

- Shank hex sizes: 19 mm, 22 mm
- Hole diameter range: 22 mm – 40 mm
- Lengths: typically 400 mm – 3,200 mm
Best applications: Hand-held rock drills (jackhammers, sinkers), shallow blast hole drilling, small-diameter development holes in hard rock where straightness and energy efficiency are paramount.
Limitation: Once the bit wears out, the entire steel must be replaced or re-tipped. Not economical for deep holes.
Integral Rod Production:
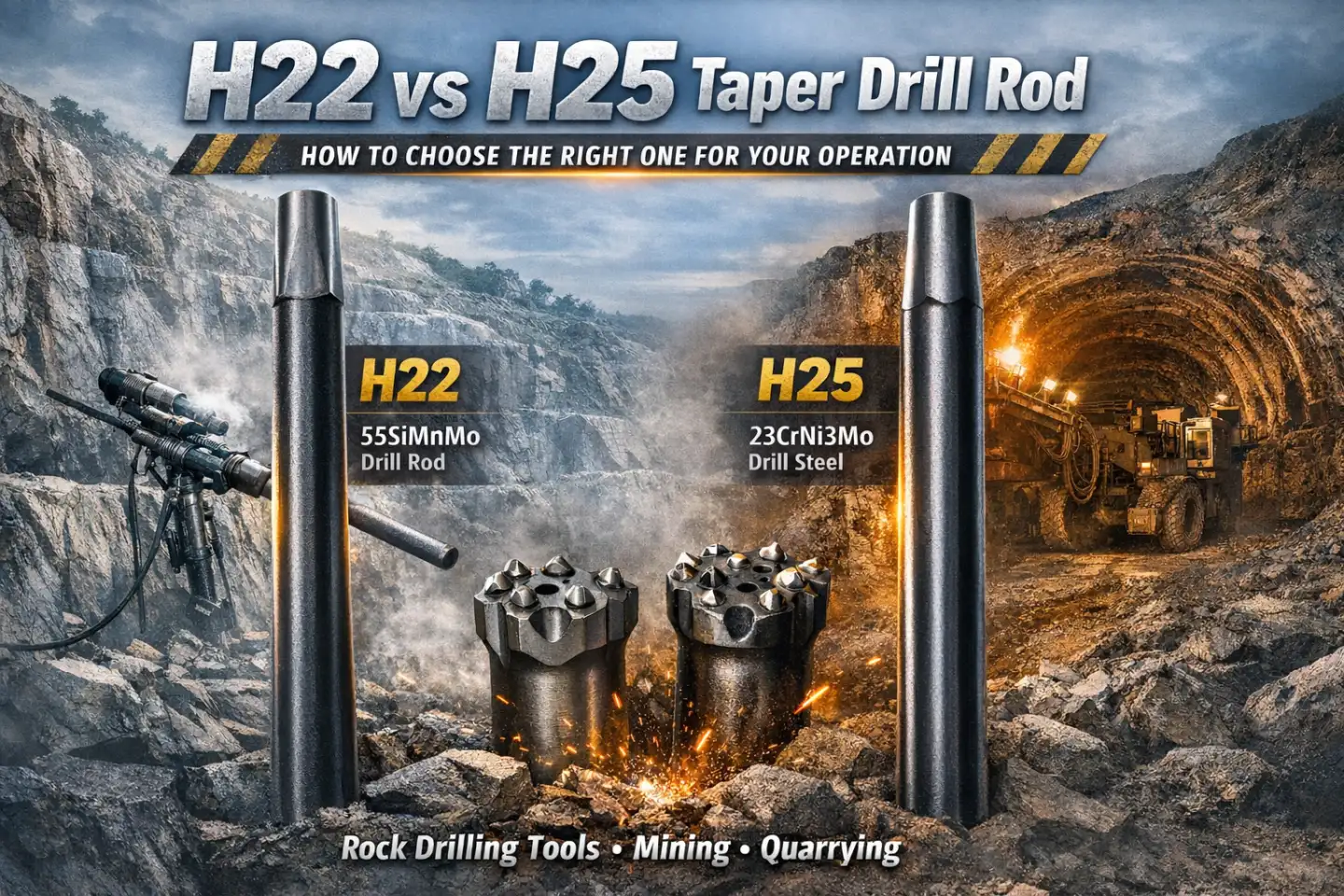
2. Tapered Drill Rods

Tapered drill rods feature a tapered front end that accepts a separate, interchangeable tapered bit. The taper fit — typically a 7°, 11°, or 12° included angle — creates a friction-based connection between the rod and the bit.
How they work: The bit is pressed onto the tapered end of the rod under drilling load. The taper angle determines how securely the bit seats and how easily it can be removed when worn.
Typical specifications:
Shank hex sizes: 22 mm, 25 mm
Standard taper angles: 7°, 11°, 12°
Matching bit socket: R22, R25, and comparable taper profiles
Best applications: Small-hole quarrying operations (granite, marble, limestone), dimension stone extraction, secondary breaking, and surface production drilling where hole depths are moderate and bit consumption is high relative to rod consumption.
Key advantage: Significant cost reduction compared to integral steels — only the bit is discarded when worn, not the full rod.
Taper Rods Production:
Discover More Readings:
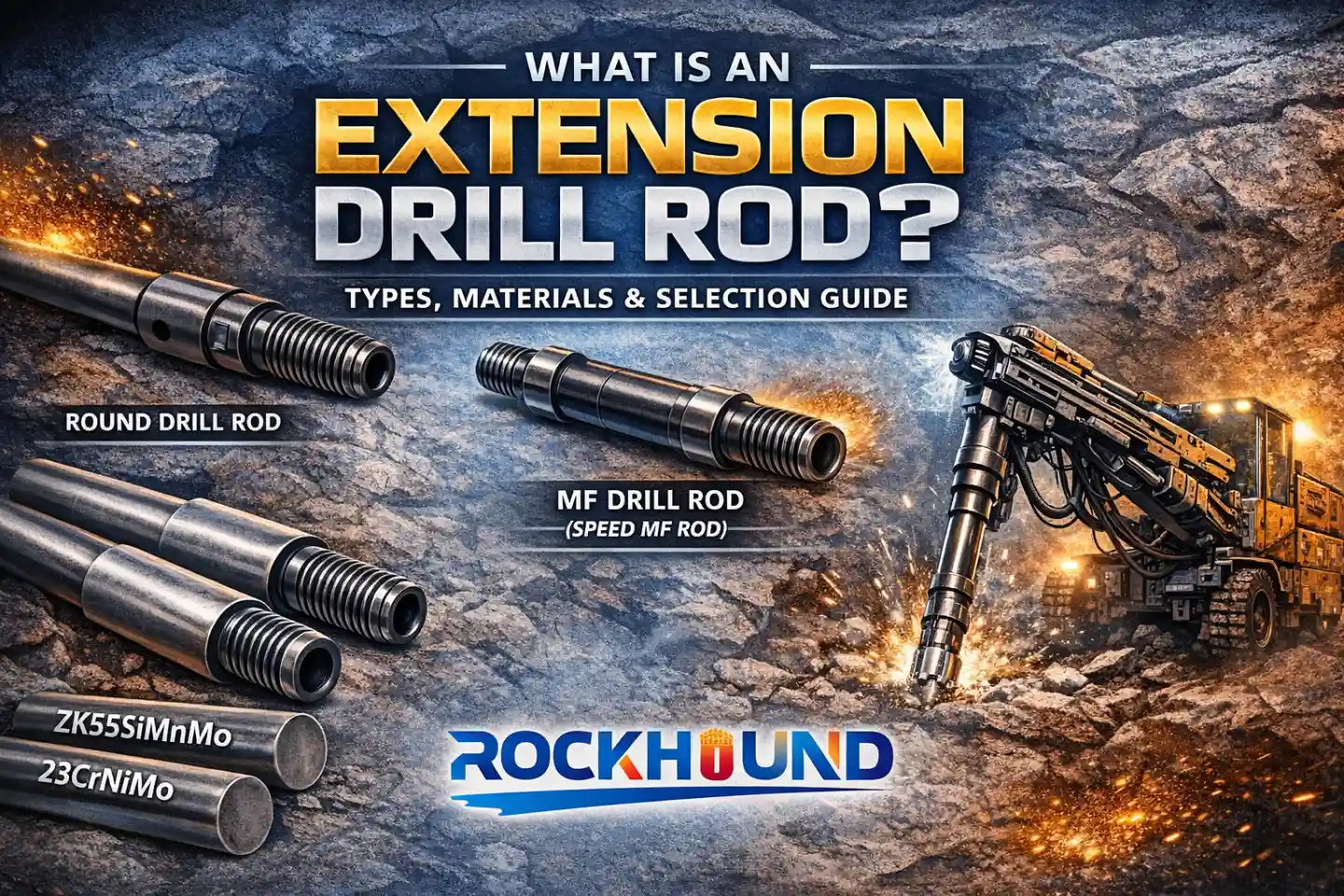
3. Threaded / Extension Drill Rods (Coupled Rod Systems)
Extension rods use threaded connections at one or both ends, allowing multiple rods to be joined in series via couplings (or integrated male/female threads) to drill holes beyond the reach of a single rod length.
There are three common sub-types within this category:
a. Drifter Rods (R-Series)
Used in underground development and tunneling with hydraulic or pneumatic drifters.
- Thread standards: R25, R28, R32
- Hex shank sizes: 25 mm, 28 mm, 32 mm
- Typical lengths: 1.5 m – 4.3 m
- Ideal for: Drifting, cross-cutting, raise drilling, and short production holes
Related Drifter Rod Production:
b. Extension Rods (T-Series)
Designed for higher-energy hydraulic drifters used in surface bench drilling and long-hole applications.

- Thread standards: T38, T45, T51
- Rod body diameters: 39 mm, 46 mm, 52 mm (round)
- Typical lengths: 1.5 m – 6.1 m
- Ideal for: Surface bench drilling, long-hole stoping, quarry production
Extension Rods:
c. MF (Male/Female) Extension Rods
MF rods incorporate both a male threaded front end and a female threaded back end in a single component, eliminating the need for separate loose couplings.
- Thread standards: T38, T45, T51
- Key advantage: Faster rod handling underground, reduced risk of dropped couplings in the hole, and tighter, more consistent thread connections under high rotation torque
Related MF Extension Rods:
Related Test Report:

Coupling note: When using separate couplings, the coupling is the mechanically weakest element in the drill string. Coupling grade must match rod grade. Never mix thread standards (e.g., T38 rod with T45 coupling).
Comparison: Which Rod Type Is Right for Your Application?
| Feature | Integral Steels | Tapered Rods | Extension Rods (T/R-Series) | MF Rods |
|---|---|---|---|---|
| Connection type | Fixed bit (one piece) | Tapered friction fit | Threaded + coupling | Integrated M/F thread |
| Hole depth | Shallow (< 4 m) | Medium (< 12 m) | Deep (unlimited with add-on) | Deep (unlimited) |
| Energy transmission efficiency | Highest | High | Medium-high | High |
| Bit replaceability | No (whole steel replaced) | Yes | Yes | Yes |
| Coupling hardware required | No | No | Yes | No |
| Typical application | Hand-held drilling, short holes | Quarrying, secondary breaking | Mining, tunneling, bench drilling | High-speed production drilling |
| Operating cost | High per meter (bit + rod) | Low (bit only replaced) | Medium | Low-medium |
Key Technical Specifications to Evaluate When Selecting a Drill Rod
1. Steel Grade and Metallurgy
The alloy composition directly determines fatigue life. Specify rods manufactured from 23CrNi3Mo or equivalent case-hardening steel. This grade provides:
- A high-toughness core that resists fracture under cyclic impact loading
- Compatibility with surface carburization to achieve case hardness of HRC 50–60
Avoid unspecified or generic “alloy steel” rods — chromium-nickel-molybdenum content is the differentiating factor in percussive drilling applications.
2. Surface Treatment
Full-surface carburization (also called case hardening or cementation) is the industry benchmark for threaded extension rods. During this process, carbon diffuses into the outer 0.8–1.5 mm of the steel surface under high-temperature gas, creating a hard case while preserving core toughness.
This is distinct from induction hardening, which treats only the thread roots and is considered a lower-specification option for high-energy drilling.
3. Straightness Tolerance
Rod straightness is critical in top hammer drilling. A bent or bowed rod creates off-axis bending stress on every rotation, accelerating internal drill bushing wear and increasing the risk of rod breakage mid-hole. Specify rods precision-straightened to within ≤ 0.5 mm per meter of deflection.
4. Thread Form and Pitch
Match thread specification exactly to your drifter and bit manufacturer. Mixing R32 and T38 threads, for example, is not possible — they are dimensionally and mechanically incompatible. Consult your drifter OEM documentation for the correct thread family.
5. Flushing Hole Diameter
The flushing bore affects both cuttings evacuation efficiency and rod cross-sectional strength. Larger flushing holes improve cuttings removal in deep holes but reduce the steel cross-section available to transmit torsional and compressive loads. Standard flushing bore diameters range from 6 mm to 14 mm depending on rod OD.
6. Anti-Corrosion Treatment of the Flushing Bore
The internal bore is continuously exposed to flushing water, making it susceptible to corrosion fatigue — a failure mode where corrosion pits initiate fatigue cracks from the inside out. Specify rods with internal bore anti-rust coating or passivation treatment, particularly for operations using wet flushing.
Rock Drill Rod Maintenance: 5 Practices That Directly Extend Service Life
Mechanical failure in rock drill rods is rarely random — it is almost always the result of identifiable, preventable causes. The following practices are drawn from field experience across mining and quarrying operations.
1. Apply Thread Lubricant Correctly
Thread lubricant (sometimes called shank grease or rod grease) is not optional. On threaded extension rods and couplings, grease serves two functions: it reduces galling friction during makeup and breakout, and it prevents cold welding (galling seizure) — a condition where unlubricated steel-on-steel contact under load causes microscopic bonding at the thread contact surfaces, making rod extraction nearly impossible.
Correct practice: Clean threads with a wire brush before each connection. Apply a thin, even coat of high-pressure thread lubricant to all male threads. Re-grease if a rod string has been idle for more than one shift.
2. Protect Threads from Mechanical Damage
The thread form is the most geometrically precise and structurally critical part of a threaded rod. Thread damage — from impact, dropping, or abrasion — creates stress concentration points that dramatically reduce fatigue life.
Correct practice: Use thread protectors (plastic or steel end caps) during transport and storage. Never strike threaded ends with a hammer to break a stuck connection; use the dedicated rod breaker on your drill rig.
3. Inspect for Straightness Before Use
A rod that has been bent — from hole deviation, jamming, or improper handling — will cause eccentric loading on every rotation. This accelerates wear on the drifter’s front head bushing and rod guide, and creates localized bending fatigue in the rod body.
Correct practice: Roll each rod on a flat surface before use. Any rod that rocks or does not roll true should be condemned and removed from service.
4. Manage Bit Wear Proactively
Drill bit wear is one of the leading causes of drill rod fatigue. When a bit becomes blunt, the rock no longer fractures efficiently — the bit bounces back instead of penetrating. This creates reflected stress waves (tensile reflections) that travel back up the drill string, placing the rod in tensile stress on every impact cycle. Steel is significantly weaker in tension than in compression, making this a primary cause of fatigue fractures.
Correct practice: Establish a bit gauge protocol. Rotate bits on a fixed interval based on meters drilled (not just visual inspection) and re-sharpen or replace before reflected stress becomes excessive. A dull bit costs far more in steel and downtime than a timely bit change.
5. Monitor for Overheating
Overheating causes thermal softening of the carburized surface layer, effectively undoing the hardness that surface treatment provides. A common field indicator is blue-black discoloration (tempering colors) on the rod body, particularly near the threads. This coloration indicates the steel has been heated above approximately 250–300°C.
Correct practice: If discoloration is observed, remove the rod from service and inspect. Allow overheated rods to cool naturally in ambient air — never quench in water. Rapid quenching introduces thermal shock that causes surface cracking and embrittlement.
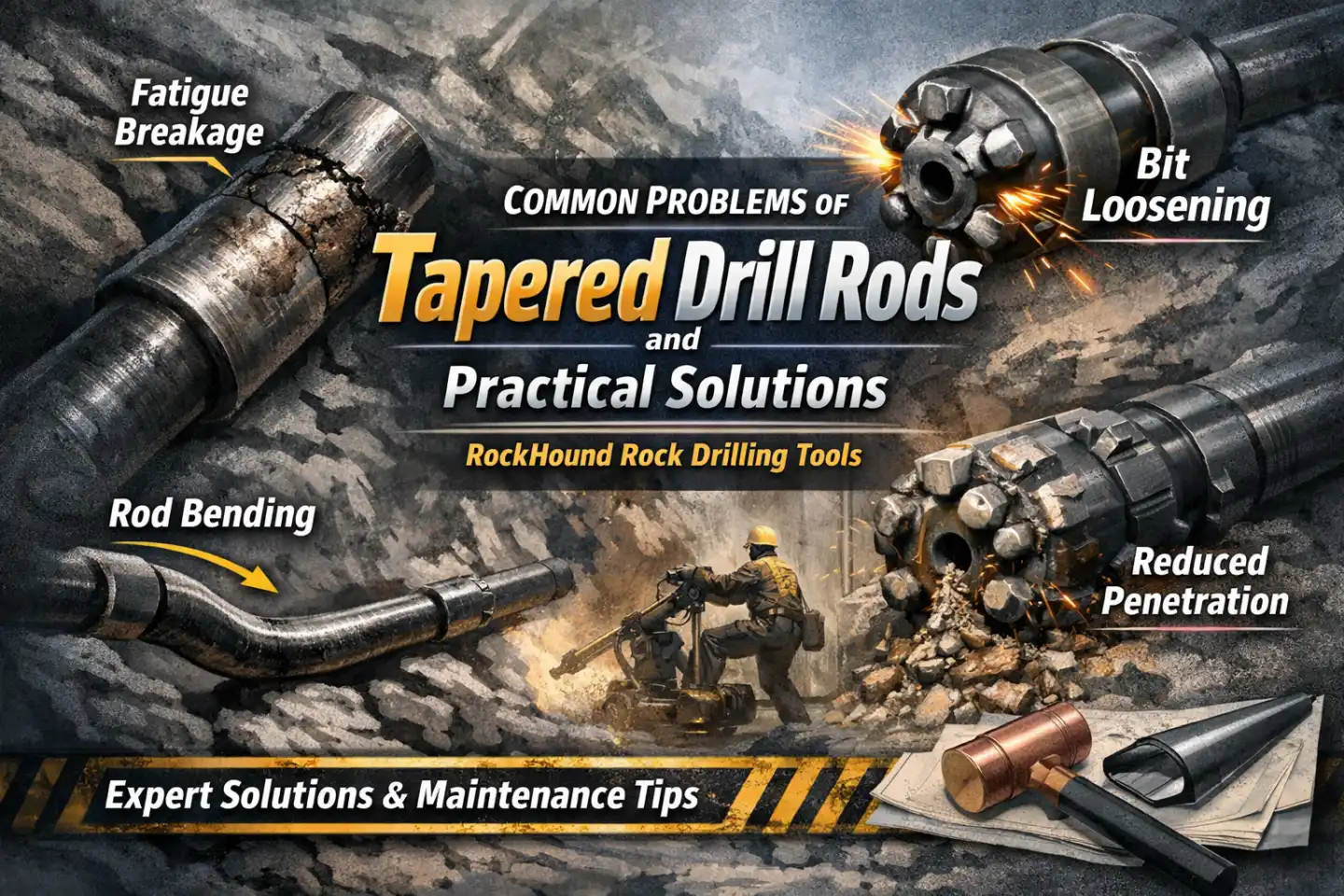
Common Drill Rod Failure Modes and Root Causes
Understanding failure mode is the fastest way to diagnose a drilling process problem.
| Failure Mode | Visual Indicator | Likely Root Cause |
|---|---|---|
| Transverse fracture (body) | Clean, flat break perpendicular to rod axis | Reflected stress from dull bit; excessive rotation torque; bit jamming or over-feeding |
| Spiral fracture | Helical fracture line along rod body | Torsional overload; blocked flushing hole; excessive rotation speed; stuck bit |
| Thread root cracking | Cracks initiating at thread root | Mismatched thread types; insufficient thread lubrication; repeated impact on thread; poor make-up torque |
| Rod bending / deformation | Visible bow or kink in rod body | Hole deviation / misalignment; collaring without starter guide; improper feed force; side loading |
| Internal bore corrosion cracking | Pitting or cracking visible on flushing bore surface | No internal corrosion-resistant coating; aggressive flushing water chemistry (high chloride/sulfate); prolonged exposure to corrosive fluids |
Conclusion
Rock drill rods are precision-engineered fatigue components operating in one of the harshest mechanical environments in industry. Getting the selection right — from alloy grade and surface treatment through to thread standard and flushing bore size — directly determines drilling productivity and total cost per meter.
The key principles: match the rod type to the application depth and energy class; specify verified 23CrNi3Mo steel with full-surface carburization; enforce a thread lubrication and inspection protocol on-site; and replace bits before they become a liability to your drill string.
Questions about specific rod specifications for your drifter model or drilling conditions? Contact our technical team for a drill string recommendation.
FAQ
The primary difference lies in the thread profile and application.
R-Threads (Rope Thread): These have a rounded profile (like R32, R38). They are easier to uncouple and are typically used in drifting and tunneling where shorter holes and frequent rod changes are common.
T-Threads (Trapezoidal Thread): These have a flatter, more robust profile (like T38, T45, T51). They offer a tighter fit and better energy transfer for longer-hole drilling and benching. They are designed to withstand higher torque without stripping.
Thread failure is usually caused by one of three things:
Lack of Lubrication: Without proper thread grease, the friction causes "cold welding" (galling), which creates micro-cracks.
Reflected Stress: If the drill bit is dull, the energy doesn't enter the rock; it bounces back through the rod, leading to fatigue failure.
Over-tightening: Applying too much torque during makeup can "mushroom" the pin end or flare the box end, weakening the steel structure.
It depends on your priority:
Hexagonal Rods: Are more rigid and heavier. They provide superior flushing (more space in the hole for debris to escape) and better energy transfer. Great for drifting and tunneling.
Round Rods: Are generally lighter and more flexible. They are the industry standard for extension drilling in deep holes where maintaining a straight hole is more critical than flushing volume.
Every single time you join a rod. You should apply a high-quality copper or graphite-based thread grease. This not only prevents galling but also ensures that the rods can be easily uncoupled after the shift, preventing "hammering" damage to the joints.
Check for these three red flags:
Thread Thinning: If the threads look "sharp" or significantly thinner than a new rod, they will likely strip under high torque.
Bending: Even a slight curve in the rod will cause massive vibration, damaging your drifter's internal bushings.
Color Changes: Any blue or purple discoloration on the steel indicates the rod has overheated, which ruins the heat treatment and makes the metal brittle.