In production drilling—particularly with Top Hammer systems—the unit cost of a Rock Drill Bit is the most visible line item but rarely the most significant one. Fuel burns while the rig sits idle waiting for a replacement bit. Labor clocks keep running through unscheduled downtime. Shank adapters and drifters absorb punishment from a worn-out bit that should have been retired two shifts ago. These are the real cost drivers, and they don’t show up on a purchase order.
The companies that consistently run the most profitable drilling operations share one habit: they’ve shifted from measuring “price per bit” to measuring Cost Per Meter (CPM) and Total Cost of Ownership (TCO). This guide breaks down exactly how to do that—with math, real comparisons, and the engineering principles that determine whether your next bit order is an expense or an investment.

Why the Purchase Price Tells You Nothing
Here’s a number worth remembering: in most drilling operations, the purchase price of a Top Hammer Button Bit accounts for roughly 11% to 19% of the total cost of drilling that meter of hole. The rest—fuel, rig maintenance, labor, compressed air, downtime, shank adapter wear—is largely invisible at the procurement stage.
This is not a small gap. If your operation is running at, say, $300/hour in rig operating costs (a conservative estimate for modern top hammer surface rigs), and your bit choice is limiting your Rate of Penetration (ROP) by even 15%, you are burning somewhere between $40 and $60 per hour in avoidable rig-time costs. Over a shift, that’s a rounding error. Over a quarter, it’s a budget conversation nobody wants to have.
The logic applies in reverse too. A Rock Drilling Bit priced 25% higher than a generic alternative that delivers 20–25% better ROP isn’t more expensive—it’s cheaper. This is the core insight behind TCO-driven procurement, and it’s why it matters to get the math right.
2 Formulas Every Drill Master Should Know
Formula 1 — Basic CPM (Cost Per Meter)
The simplest way to evaluate a bit as a consumable:
When to use it: Quick inventory benchmarking, comparing bits of similar ROP performance, or tracking wear patterns across a fleet. It’s useful as a starting point but dangerously incomplete on its own.
Formula 2 — Total Drilling Cost Per Meter (TDC)
This is the model that professional mining operations actually use for procurement decisions:

The second term is where most procurement managers leave money on the table. ROP is the multiplier—small changes in penetration speed create outsized changes in total cost because they directly control how many expensive rig-hours you consume per meter.
Premium vs Economy: Running Numbers
The table below illustrates a realistic comparison between a premium Rock Drill Bit (such as RockHound’s YK05-grade button bits) and a generic economy alternative. Rig operating cost is set at $250/hour, a figure consistent with modern open-pit top hammer operations.
| Metric | Premium Bit (RockHound YK05) | Economy / Generic Bit |
|---|---|---|
| Unit Price | $150 | $120 |
| Expected Bit Life | 300 m | 200 m |
| Rate of Penetration (ROP) | 45 m/h | 35 m/h |
| Rig Operating Cost ($/hr) | $250 | $250 |
| Consumable CPM | $0.19/m | $0.20/m |
| Rig-Time Cost (per meter) | $5.56/m | $7.14/m |
| Total Cost Per Meter (TDC) | $5.74/m | $7.34/m |
Net result: The premium bit costs 25% more to buy. It costs 22% less per meter drilled.
That gap compounds at scale. On a production campaign drilling 50,000 meters, the TDC difference between these two choices is roughly $80,000—enough to fund a significant portion of the rig’s annual maintenance budget.
The Engineering Behind Lower TCO: Three Non-Negotiable Pillars
Understanding why one bit outperforms another requires looking inside the manufacturing process. At RockHound, our Rock Drill Bits manufacturing process is built around three technical principles that directly influence CPM and TCO.

1. The Bit Body: 45CrNiMoV Alloy Steel
A top hammer button bit endures somewhere between 2,000 and 5,000 high-frequency impacts per minute. The bit body isn’t just a housing—it’s a shock absorber, and it has to survive repeated stress cycles that would destroy ordinary structural steel within hours.
The material we use—45CrNiMoV (sometimes written 45CrNiMoVa)—is a low-alloy, ultra-high-strength steel whose composition is deliberately engineered for this abuse:
- Nickel (1.30%–1.80%): Increases impact toughness at the grain boundary level, preventing the kind of brittle fracture that sends bits back to the workshop after half their expected service life.
- Vanadium (0.10%–0.20%): Acts as a microstructural grain refiner, improving fatigue strength across the repeated stress cycles that define top hammer drilling.
- Chromium and Molybdenum: Provide depth-hardenability and resistance to softening under thermal load.
For a detailed breakdown of what this means in practice, see our guide to Top Hammer Drill Bit materials: 45CrNiMoV & YK05.
2. The Buttons: YK05 Tungsten Carbide
The carbide buttons are the business end—the surface that physically fractures rock thousands of times per minute. YK05 grade tungsten carbide features a cobalt binder content of 5%–6%, a composition that balances hardness and toughness in the proportion that hard rock drilling demands.
Hardness rating: HRA 90.5–91.0. This means the buttons resist the “button polishing” effect that dull tungsten carbide suffers in abrasive formations—where the contact surface rounds off, ROP drops, energy reflects back into the drill string, and wear accelerates across the entire tool assembly.
3. The 20-Hour Carburizing Process
Body erosion—known in the industry as “body wash”—is one of the primary causes of premature bit retirement. Abrasive rock dust carried at high velocity by the flushing media gradually erodes the bit body, eventually loosening button seats and allowing carbide pop-outs long before the buttons themselves are worn out.
The countermeasure is our 20-hour heat treatment process: a deep-case carbonitriding cycle that creates a hardened surface layer 1.5 mm to 2.0 mm deep across the entire bit body. This protective shell dramatically extends service life in abrasive formations and is one of the primary reasons premium bits consistently outperform generic alternatives in TCO comparisons.
Matching Bit Design to Geology
Even a perfectly manufactured Rock Drill Bit will underperform—and inflate your TCO—if it’s the wrong design for the rock you’re drilling. This is one of the most common and most correctable sources of cost leakage in production drilling.
The main decisions:
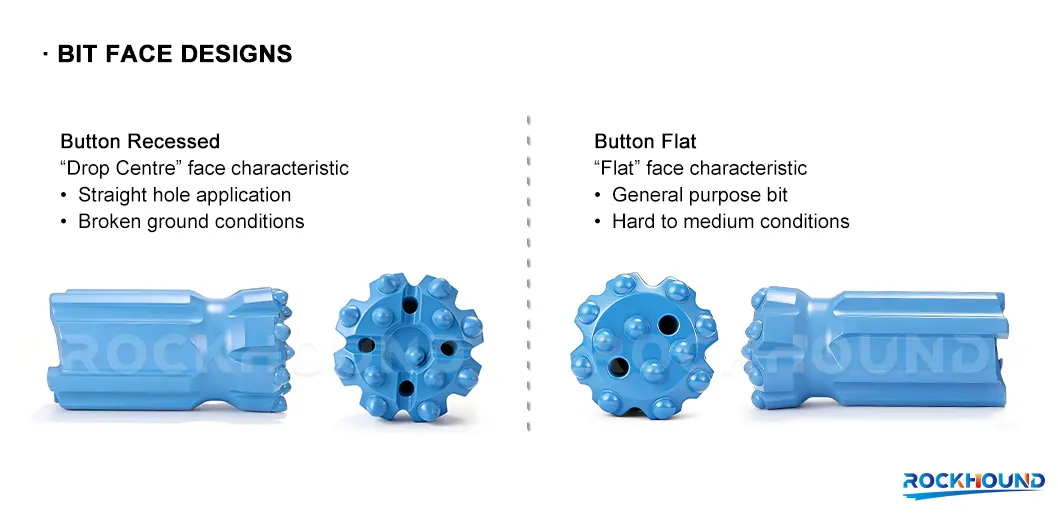
Face Design:
- Flat face — Best in highly abrasive formations like quartzite or granodiorite. Distributes impact stress evenly and resists premature gauge wear.
- Concave face — Preferred in tunneling and development drilling where hole straightness is a priority. The geometry naturally centers the bit and reduces deviation.
Button Shape:
- Spherical buttons — The durable, reliable choice for hard and very hard rock. Lower ROP ceiling, but exceptional resistance to chipping and breakage.
- Ballistic buttons — Sharper, more aggressive geometry that maximizes ROP in medium and medium-hard formations. Shorter service life than spherical in highly abrasive conditions.
The full technical breakdown is covered in our guide to Top Hammer Drill Bit types: face designs & button shapes. The core principle: a mismatched bit design doesn’t just underperform—it actively increases your TCO by accelerating wear patterns and reducing ROP below the rig’s capacity.
The Resharpening Dividend: Where TCO Reduction Gets Serious
Field tests from Sandvik indicate that scheduled resharpening can extend the life of a drill bit by up to ten times and reduce the cost per drilled meter by 43% or more. Sandvik Mining That figure deserves a moment to sink in. Not 10%. Not 20%. Forty-three percent or more—from maintenance discipline alone, without changing a single component.

The mechanism is straightforward. As buttons wear flat, the effective contact area between carbide and rock increases. The same impact energy now spreads across a larger surface, so net stress per unit area drops, and so does ROP. Meanwhile, the worn button geometry transmits energy less efficiently, sending more shock back through the drill string and accelerating wear on shank adapters and rods upstream.
The 1/3 Rule is the practical standard: sharpen the buttons before the wear flat exceeds one-third of the button diameter. Waiting longer crosses the threshold from managed wear into accelerating damage—and the downstream costs climb fast.
Signs it’s time to resharpen:
- Visible flat on the button face beyond the 1/3 threshold
- Measurable ROP drop of 15% or more from baseline
- “Snakeskin” micro-crack patterns visible on the carbide surface
- Increased drilling noise or vibration at the rig
Epiroc’s upgraded bits drill up to 15% faster than previous models and deliver 20% more drill meters before the first regrind, with 15% more meters between regrinds Epiroc—metrics that illustrate what’s possible when both bit quality and maintenance discipline are optimized together.
For a complete maintenance protocol, see our guide on Top Hammer Button Bit maintenance.
Industry Benchmark Reference Table
The following table aggregates publicly reported performance data and market intelligence from industry sources to provide context for CPM and TCO analysis.
| Data Point | Figure | Source / Context |
|---|---|---|
| Top Hammer Bit Market Size (2024) | $875.5 million USD | Future Market Research (TH segment focus) |
| Projected Market Size (2032) | $1,452.3 million USD | Future Market Research (Growth forecast) |
| Market CAGR (2025–2032) | 6.45% | Future Market Research Intelligence |
| Top Hammer Tools Category CAGR | 6.2% | Vynz Research Global Analysis |
| CPM Reduction (Scheduled Resharpening) | ≥ 43% | Sandvik Field Data (2026 Reports) |
| Bit Life Extension (Systematic Regrinding) | Up to 10× | Sandvik RG-Series Performance Benchmark |
| ROP Improvement (Premium vs Standard) | 10%–30% | Sandvik/Epiroc Technical Product Data |
| Bit Cost as % of Total Drilling Cost | 11%–19% | Global Mining Industry Benchmark |
For external reference, Sandvik’s February 2026 product announcement on resharpening equipment provides detailed field-test methodology.
5 Steps to a Lower Cost Per Meter
Step 1 — Change your measurement. Stop tracking “cost per bit.” Start tracking Total Drilling Cost per meter. If your ERP or maintenance system can’t produce this number, build a simple spreadsheet using the TDC formula above. You can’t manage what you don’t measure.
Step 2 — Audit your bit metallurgy. Ask your current supplier whether the bit body is 45CrNiMoV and whether deep-case carburizing (1.5 mm+ depth) is applied. If they can’t answer those questions, treat the gap as a risk factor for premature body wash and button pop-out.
Step 3 — Match button shape to geology. If you’re running ballistic buttons in hard abrasive rock, or spherical buttons in soft formations, you’re leaving ROP on the table. Our guide on Top Hammer Button Bit types and applications covers the decision logic in detail.
Step 4 — Implement mandatory resharpening intervals. Set the 1/3 rule as a non-negotiable operating standard, not a suggestion. Track the ROP of resharpened bits versus new bits to build a site-specific baseline. The data will justify the maintenance investment within the first few cycles.
Step 5 — Train operators on feed pressure balance. “Air-firing”—where the bit loses contact with the rock face and the piston fires without load—is one of the fastest ways to destroy a bit body and shank adapter simultaneously. Operator training on maintaining appropriate feed force, especially at collar entry and at the start of each hole, delivers measurable TCO improvements without spending a dollar on equipment.
Conclusion
The drill bit sitting on your tool crib shelf is either a cost center or a performance lever—the difference is almost entirely in how you measure and manage it.
The math isn’t complicated: a Rock Drill Bit that costs 25% more but delivers 22% lower Total Drilling Cost is the clear right choice. What makes that choice hard is that the savings are distributed across fuel receipts, maintenance logs, and shift reports, while the price premium shows up in one visible line on a purchase order.
TCO-first procurement closes that gap. It requires the right formulas, the right bit metallurgy, the right design match to your geology, and a maintenance discipline that treats resharpening as production-critical rather than optional. Do all four, and your Cost Per Meter becomes one of the most controllable variables in your operation.
For more on the materials and engineering behind RockHound’s Top Hammer Button Bits, visit RcokHound.
FAQ
Not exactly. CPM (Cost Per Meter) typically measures the bit as a standalone consumable—price divided by meters drilled. TCO (Total Cost of Ownership) is the broader view that includes rig operating costs, labor, fuel, maintenance, and downtime. A bit with a low CPM but poor ROP can still produce a high TCO. For procurement decisions, TDC (Total Drilling Cost) per meter is the most reliable metric.
More than most procurement managers realize. If your rig costs $250/hour and your bit's ROP is 35 m/h, you're spending $7.14 in rig time per meter. Improve ROP to 45 m/h with a better bit, and that drops to $5.56/m—a saving of $1.58 per meter in rig time alone. Across a 50,000-meter project, that's $79,000 in fuel and labor savings.
Standard structural steels fatigue quickly under the high-frequency impact cycles of top hammer drilling. 45CrNiMoV's nickel content increases grain-boundary toughness to prevent brittle fracture, while vanadium refines the microstructure to resist fatigue cracking over millions of impact cycles. The result is a bit body that maintains its structural integrity—and its button seating—far longer than bits manufactured from commodity steel.
Yes, significantly. A concave-face bit used in a highly abrasive quartzite formation will wear faster than a flat-face design because the geometry concentrates gauge wear differently. Conversely, using a flat-face bit in a tunneling application where hole straightness is critical can increase deviation, leading to blasting inefficiency and rework costs. The right face design for the geology isn't just a performance choice—it's a cost-per-meter choice.
Properly timed resharpening is exponential in its effect, not linear. By regrinding drill bits regularly, operators can increase the length of their service life up to 10 times Mining compared to running a bit to failure. Each regrind restores button geometry, reestablishes ROP, and reduces the stress being transmitted back into the drill string—effectively resetting the wear clock.