Table of Contents
Go to any working quarry — a limestone bench in the midwest, a granite aggregate site, a sandstone pit supplying road base — and you will find the same basic setup running production at the face. Top hammer rock drilling tools. It is loud, fast, and when you have the right tools matched to the rock, it moves a lot of ground in a short shift.
“Top hammer” is not just a tool type. It is a complete system: shank adapter, drill rod, coupling sleeve, and button bit. Every part of that chain affects how fast and clean your holes come out. This guide covers how top hammer tools behave across the main quarrying rock types, what drives good button bit selection, and where most operations quietly bleed cost without noticing.
Related Reading: What Is Top Hammer Drilling? The Complete Guide

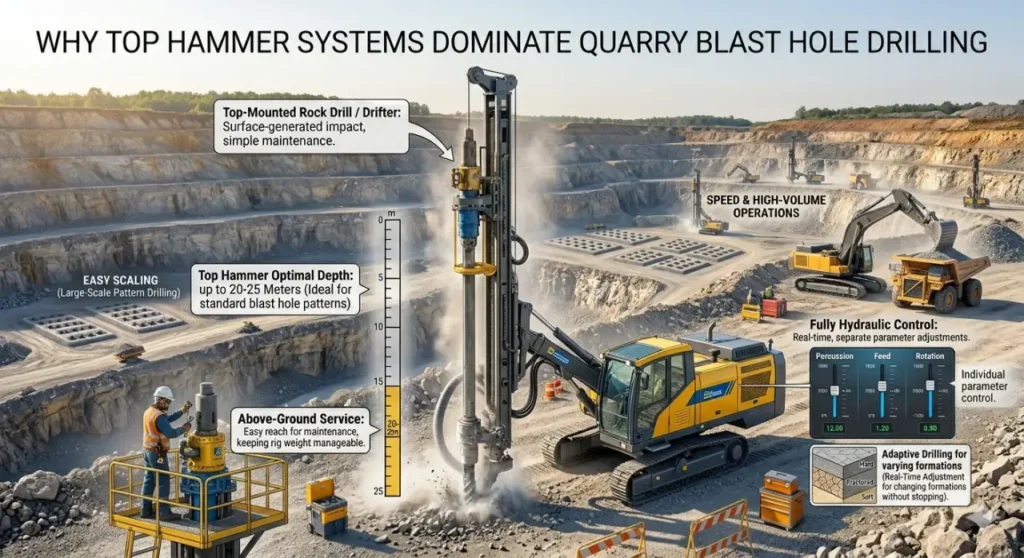
Why Top Hammer Systems Dominate Quarry Blast Hole Drilling
Limestone is a reasonable rock to drill most of the time. UCS(Uniaxial Compressive Strength) values typically run between 50 and 120 MPa, which gives a well-chosen bit solid penetration rates without burning through carbide fast. The real challenge is inconsistency. Chert nodules, clay seams, and karst voids can all turn up inside a single blast pattern and put very different loads on the same tools.
For most limestone bench drilling, spherical button bits in T38 or T45 thread sizes hit the right balance between speed and bit life. In softer, more even limestone, semi-ballistic (parabolic) button profiles are worth trying — the geometry pushes energy into the rock more aggressively, and penetration rate goes up noticeably when flushing conditions are good.
Hole straightness matters here just as much as speed. When blast holes drift off angle, burden and spacing become uneven. That leads to poor fragmentation, oversized blocks, and more secondary breaking time after the shot. Getting collar support right and keeping feed pressure steady from the first meter is the simplest way to protect hole quality.
Limestone Quarries: Precision Drilling for Clean Fragmentation
Limestone is, in many ways, a forgiving rock to drill — until it isn’t. Most limestone formations fall between 50 and 120 MPa uniaxial compressive strength (UCS), which means a well-selected button bit can achieve excellent penetration rates without excessive wear. The challenge tends to come from variability: chert nodules, clay seams, and karstified zones can all appear within a single blast pattern and put very different demands on your tooling.
For the majority of limestone bench drilling, spherical button bits in T38 or T45 thread sizes deliver the right balance of penetration rate and wear resistance. Parabolic (semi-ballistic) buttons are worth considering in softer, more homogeneous limestone where you want to push penetration speed and flushing efficiency is good — the geometry transfers energy more aggressively into the rock.
Hole quality matters as much as speed in limestone quarrying. Over-deviation in blast holes leads to irregular burden and spacing, which translates directly into poor fragmentation, oversized muck, and increased secondary breaking costs. Straight hole guidance through proper collar support and consistent feed pressure is worth getting right from the start.
Tooling checklist for limestone:
- T38 or T45 button bits, 76–102 mm diameter
- Semi-ballistic or spherical profile based on rock consistency
- MF (male-female) extension rods for holes deeper than 6 m
- R32 or T38 shank adapters matched to your specific drifter model
Granite and Hard Rock: Durability Drives the Decision
Granite is where you find out what your tooling is really worth. UCS values run 180–220 MPa and above. Quartz content is high. Penetration rate drops, bit wear speeds up, and the gap between a properly specified tool and a poor choice can easily be 800 meters of bit life versus 1,500 meters per bit. That gap has a direct cost attached to it.
In hard granite and similar igneous rock, retrac button bits made with YK05 tungsten carbide are the practical production choice. The retrac profile recesses the gauge buttons slightly and widens the bit body just behind them. This does two things: it reams the hole collar as the string pulls back, so the bit does not jam in fractured zones, and it holds gauge diameter as wear progresses. Both matter a lot in hard, jointed rock.
Thread size is a bigger factor in hard rock than operators sometimes allow for. T45 and T51 threads carry more impact energy down the string, which is necessary when you are driving through granite at 12–18 meters depth. Round extension rods hold up better than hex rods under these conditions — they carry torsional stress more evenly through the couplings and extend rod service life.
Flushing is also worth watching closely in granite. Fine cuttings pack the annulus fast if air velocity drops. Bits with cross-flush or multi-face flushing channel geometry clear chips more reliably, which protects penetration rate and keeps bit life from dropping short.
Tooling checklist for granite:
- T45 or T51 retrac button bits, 89–127 mm diameter
- YK05 carbide for high-silica, high-abrasion conditions
- Cross-flush or multi-face flushing channel geometry
- Full-bridge coupling sleeves for resistance to vibration fatigue
| Button Bits | Rock Drill Rod | Coupling Sleeves |
|---|---|---|
| Button Bits: | Rock Drill Rod: | Coupling Sleeves: |
Sandstone and Abrasive Formations: Carbide Grade is the Key Variable
Sandstone occupies a tricky middle ground. Compressive strength is often lower than granite, which suggests easier drilling — but silica content in many sandstone beds grinds carbide far harder than the UCS number predicts. Operators choose a bit based on rock strength, run it, and find excessive flat wear and short life because the abrasive formation is wearing the carbide by friction, not fracture.
In these formations, the priority shifts. You are no longer trying to maximize impact energy transfer. You are trying to maximize carbide resistance to grinding wear. Ballistic (ogival) button profiles spread contact stress across more of the button surface, so individual inserts wear more evenly. YK05 carbide, with its fine-grained microstructure and high wear resistance, outperforms standard grades in abrasive conditions even though it is not the toughest option under pure impact loading — because abrasion, not breakage, is what kills bits in silica-heavy sandstone.
Bit diameter also plays a role. Larger bits have more buttons sharing the load, which reduces the wear rate per button. In very abrasive sandstone, stepping up one diameter — for example from 89 mm to 95 mm within the same thread size — can extend bit life by 15–20% with minimal extra cost per meter.
Tooling checklist for sandstone:
- Ballistic or retrac button profile for abrasion-dominated wear
- YK05 carbide grade for high-silica formation
- Retrac design in fractured or interbedded zones
- Replace buttons at approximately 30% diameter reduction — do not push past this
| Product Name | Thread | Bit Diameter (mm) | Bit Diameter (inch) | Gauge Buttons (No × Size.mm) | Center Buttons (No × Size.mm) | Gauge Button Angle | Thread | Weight (KG) | Product Code |
|---|---|---|---|---|---|---|---|---|---|
| ST68 Thread Retrac Button Drill Bit For Mining | ST68 | 102 | 4 | 8×13 | 6×13 | 35° | ST68 | 5.5 | 173-0214-2B05 |
| 115 | 4 1/2 | 8×14 | 6×13 | 5.8 | 173-1514-2B05 | ||||
| 102 | 4 | 8×13 | 6×13 | 5.5 | 174-0214-2B05 | ||||
| 115 | 4 1/2 | 10×12 | 8×12 | 7.0 | 174-1518-2B05 | ||||
| ST58 Threaded Retrac Button Bit For Mining Drill | ST58 | 89 | 3 1/2 | 8×13 | 6×13 | 35° | ST58 | 4.3 | 176-8914-2905 |
| 102 | 4 | 8×13 | 6×13 | 5.3 | 173-0214-2905 | ||||
| 102 | 4 | 8×13 | 8×13 | 5.3 | 173-0214-2965 |
Dimensional Stone Operations: Low Deviation Protects Block Value
Dimension stone quarrying — marble, premium granite, fine limestone slabs — works on different economics from aggregate. Value sits in the block geometry, not total tonnage. A few degrees of deviation in a line-drilling hole can compromise block dimensions, increase waste, and in some cases fracture a section of stone that would otherwise have been worth significant margin.

Top hammer setups for dimension stone use stabilized drill string components and reduced percussion settings to keep deviation tight. For smaller-diameter line drilling where tolerances are strictest, integral drill steel — a one-piece rod and bit — is standard because it removes the flex points that threaded couplings introduce. For larger production holes, fully hydraulic crawler rigs with electronic feed control and anti-jamming systems give the hole-to-hole consistency that manual operation cannot match reliably.
Button bit selection for dimension stone also changes. Raw penetration rate matters less than hole precision. Flat-face bits are used in some applications where the bottom-of-hole geometry needs to support a controlled fracture line. The goal is consistent, repeatable results across the whole drilling pattern — not maximum meters-per-shift.
Aggregate Producers: High Penetration Rate and Bit Longevity
For aggregate operations — crushed stone, gravel, or sand for construction supply — the numbers that matter are throughput and cost per tonne. A high penetration rate means more holes per shift, tighter blast patterns, and better control of fragmentation size. Bit longevity feeds directly into cost per meter drilled, which flows straight through to cost per tonne of material produced.
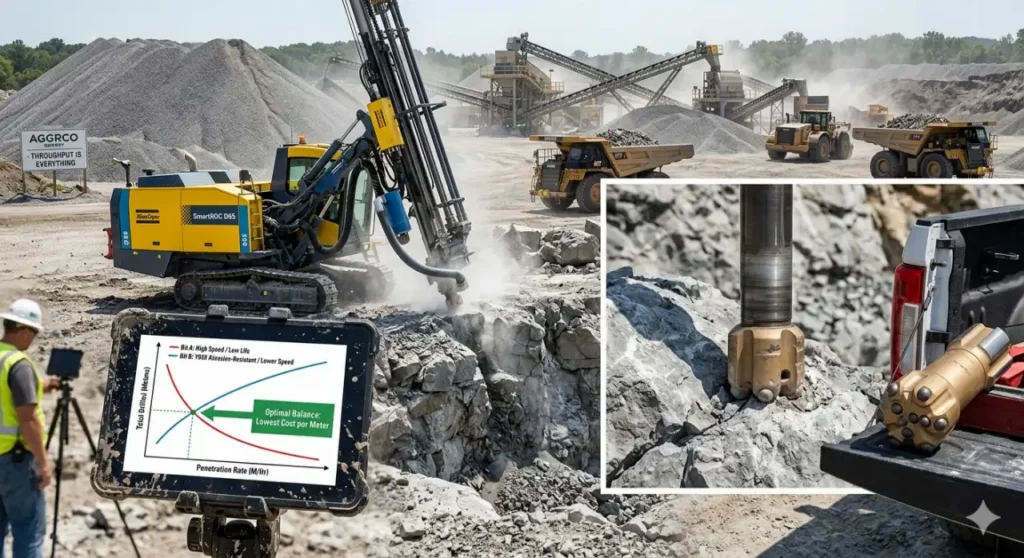
These two goals pull against each other. Bits tuned for maximum penetration rate wear faster in tough rock. Bits tuned for maximum life sacrifice speed. Finding the right balance for your specific formation is the core challenge in button bit selection for aggregate work.
Track meters-per-bit and average penetration rate together, not separately. A bit that drills 20% faster but lasts 40% fewer meters is usually a net cost loss once you count bit changes, downtime, and string handling time. Your real target is the combination that gives the lowest cost per meter — and that point shifts depending on rock type, bit diameter, and hole depth.
In operations with variable geology, stock two bit configurations. Use a standard production bit for normal conditions and an abrasion-resistant YK05 variant for known hard or silica-heavy sections. Swapping proactively when you hit a harder zone costs far less than running a standard bit to early failure.
Crawler-Type Fully Hydraulic Rigs and Bench Drilling Tools
The crawler-type fully hydraulic rig paired with threaded top hammer tooling is the standard for ladder-face bench excavation in production quarrying. Hydraulic rigs give separate, precise control over percussion pressure, feed force, and rotation speed. These three variables control how well energy moves from the rock drill through the string to the bit face. Get them right and you drill faster with less tool wear. Get them wrong and you are either damaging bits or leaving penetration rate on the table.

A well-set hydraulic rig lets the operator respond to rock changes in real time. Reduce percussion on a fractured section to protect the bit. Increase rotation speed in a soft interbed to keep rate up. Back off feed force when torque rises in a tight hole. That kind of direct response is what separates hydraulic benching from older pneumatic systems, which run fixed parameters regardless of what the rock is doing.
For standard bench drilling, the string runs: shank adapter → MF extension rods (3–6 m per rod, one or more depending on depth) → retrac or spherical button bit. Quarry blast hole diameters typically range from 76 mm to 127 mm, depending on bench height, burden geometry, and the crusher feed size the plant needs.
Shank adapter selection deserves attention. The adapter is the most stressed component in the whole string. It takes the full percussion energy from the rock drill and has to pass it cleanly to the rod thread cycle after cycle, without fatigue cracking at the collar or thread. Matching the adapter to the specific drifter model — Sandvik, Epiroc, Furukawa, Atlas Copco — is not optional. A generic adapter with the wrong geometry or improper heat treatment accelerates thread wear on both the adapter and the first rod.
Button Bit Selection: A Practical Framework for Quarry Conditions
Button bit selection is where a lot of drilling cost is made or lost. The table below gives a starting point based on rock type and formation conditions.
| Formation | UCS Range | Recommended Button Profile | Carbide Grade | Thread Size |
|---|---|---|---|---|
| Soft limestone | 40–80 MPa | Semi-ballistic (parabolic) | YK05 | R32 / T38 |
| Medium limestone | 80–120 MPa | Spherical | YK05 | T38 / T45 |
| Hard limestone / dolomite | 120–160 MPa | Spherical retrac | YK05 | T45 |
| Sandstone (abrasive) | 60–120 MPa | Ballistic / retrac | YK05 | T38 / T45 |
| Granite / hard igneous | 160–220+ MPa | Spherical retrac | YK05 | T45 / T51 |
| Interbedded / variable | Mixed | Retrac (universal) | YK05 | T45 |
A few practical rules to keep in mind: always match bit gauge to your target hole diameter, not just thread size — these are separate specifications. Use retrac bits in any formation with fractures, joints, or mixed interbeds — the price difference is small against the cost of a string stuck underground. If you are seeing button fractures rather than flat wear, percussion pressure is likely too high for the rock strength, or the bit was over-driven past its replacement point.
For more detail on how button face shape and profile geometry interact with different rock types, see: Top Hammer Drill Bit Types: Face Design & Button Shape.
Cutting Drilling Costs in High-Volume Quarry Operations
Good tooling helps, but tool quality alone does not control cost per meter. How you operate matters just as much.
The biggest controllable cost drivers are flushing, feed force, and replacement timing. Inadequate flushing air volume is probably the single most common cause of early bit wear in quarrying — cuttings re-grind under the face buttons and wear them from below. Keeping percussion within spec, maintaining correct feed force so the bit stays in firm contact without over-thrusting, replacing bits at the 30% button wear threshold before performance drops, and checking rod threads weekly to catch early fatigue cracks — these habits compound over a season of drilling.
A quarry drilling 50,000 meters per year that cuts cost-per-meter by 10% through better tool management is not saving a small amount. That is the equivalent of several extra production shifts per year, with no capital investment required.
RockHound (rhdrill.com) supplies top hammer drilling tools — button bits, extension rods, shank adapters, and coupling sleeves — for quarrying and aggregate production worldwide. Contact our technical team for application-specific tool recommendations.
FAQ
Spherical buttons have a rounded hemispherical profile that handles impact well and works across a wide range of rock types. Ballistic (ogival) buttons are more tapered and transfer energy more aggressively into the rock, which helps penetration rate in softer formations but wears faster in abrasive rock. For most quarry conditions, spherical buttons offer a better balance of speed and longevity. Ballistic profiles make sense specifically in soft, non-abrasive limestone or sandstone where penetration rate is the priority.
The standard industry threshold is approximately 30% reduction in button diameter measured against the original dimension. Beyond this point, penetration rate drops noticeably, hole deviation increases, and the risk of button fracture rises. In practice, many operators track meters-per-bit and use that as a replacement trigger calibrated to their specific formation — which is more practical than measuring individual buttons in the field. Visible flat spots across multiple buttons, a sudden drop in penetration rate, or increased torque on the string are all field signals that bit replacement is overdue.
Not optimally. If your quarry runs through both soft limestone and hard granite sections, you'll get better overall cost-per-meter by stocking two bit variants — a standard spherical button for limestone and a heavy-duty retrac with premium carbide for granite zones. Running a single compromise bit across both rock types means you're either over-specifying for limestone (paying more than necessary) or under-specifying for granite (wearing bits out too fast). Tracking bit performance by section of the quarry makes it easy to justify the inventory of two SKUs.
For 89 mm holes, T38 or T45 are both common — T38 is lighter and works well on lower-energy drifters in softer rock, while T45 is preferred when the rock is hard or when depth exceeds 12 meters. For 102 mm holes, T45 or T51 threads are the standard. T51 provides better energy transfer at larger diameters and is the right choice for hard or abrasive formation drilling where you need the extra percussion capacity.
In most modern quarrying environments, yes — particularly for production bench drilling. Hydraulic rigs offer precise independent control of percussion, rotation, and feed, which means better hole quality and more consistent penetration rates. They also consume less energy per meter drilled compared to equivalent pneumatic systems. The main applications where pneumatic rigs still make sense are remote sites with no reliable hydraulic service infrastructure, or smaller operations where the capital cost of a fully hydraulic crawler rig isn't justified by production volume.
Far far away, behind the word mountains, far from the countries Vokalia and Consonantia, there live the blind texts. Separated they live in Bookmarksgrove right at the coast
Highly porous formations — some tuffs, volcanic breccias, or poorly cemented sandstones — create challenges for flushing efficiency. The porous matrix can absorb flushing air, reducing annular velocity and allowing cuttings to pack around the bit. This accelerates wear and increases the risk of the string getting stuck. In porous formations, water injection (wet drilling) or foam injection can dramatically improve chip removal and extend bit life. Bit selection should also favor wider flushing channel geometry.
Button fracture (as distinct from flat wear) is usually caused by one of three things: carbide grade too hard for the impact conditions, percussion pressure set too high for the rock strength, or bit thread connection problems causing abnormal impact loading. In granite drilling, using a carbide grade that's too wear-resistant (very hard) can make the buttons brittle under repeated percussion. If you're seeing multiple fractured buttons on a bit that hasn't been run many meters, it's worth reviewing both your pressure settings and your carbide spec before assuming it's a product quality issue.