When it comes to top hammer drilling, the drill rod you select is one of the most consequential decisions on any jobsite. Whether you’re running a quarry blast, developing a tunnel, or pushing production holes in hard rock, the wrong rod costs you far more than the price tag — it costs you meters per shift, machine downtime, and replacement cycles that compound over time.
At RockHound, we manufacture both tapered drill rods and threaded drill rods to the same exacting standards, and the question we hear most from project engineers and procurement managers is the same: which one is actually right for my application?
This guide gives you the complete picture — what both rod types share at the metallurgical level, where they diverge in engineering and field performance, and the decision framework that helps you specify correctly the first time.

What Tapered and Threaded Drill Rods Have in Common
Before breaking down the differences, it’s worth understanding why both product lines are built from an identical quality foundation. In top hammer applications, drill rods endure thousands of impact cycles per minute — repeated axial shock loads, torsional stress during flushing and rotation, and bending loads when deviation occurs. No connection style changes that physics.
Shared Base Material: 23CrNiMo Alloy Steel
Both tapered and threaded drill rods at RockHound are manufactured from 23CrNiMo — a chrome-nickel-molybdenum low-alloy steel engineered specifically for high-cycle impact fatigue environments.
The alloy composition delivers three properties that matter most in a drill rod:


- Chromium (Cr): Improves hardenability and wear resistance on the rod surface and shank
- Nickel (Ni): Enhances core toughness and resistance to brittle fracture under shock loading
- Molybdenum (Mo): Raises the steel’s temper resistance and fatigue strength at elevated temperatures generated during drilling
The result is a rod body that maintains surface hardness where abrasion occurs, while retaining the ductile core necessary to absorb repeated percussive impact without cracking. Compared to conventional grades like 45MnMoB, 23CrNiMo consistently delivers longer service life in hard-rock applications — particularly in granite, quartzite, and basalt formations where lesser steels fail prematurely at the shank or mid-body.
Further reading: Rock Drill Rod Material Comparison: 23CrNiMo vs Sanbar64
Shared Manufacturing Process: Center Material Selection + 20-Hour Deep Carburizing
The material grade is only the starting point. How that steel is processed determines whether the finished rod performs to its theoretical limits or fails early.
Center Material Selection-Mandrel Rolling
Both rod types are produced using center material selection — a quality control practice in which only the structurally homogeneous core zone of each steel billet is used for rod production. The outer layers of a steel billet, which carry a higher risk of non-metallic inclusions, micro-segregation, and grain inconsistency from the casting process, are discarded.


This step is frequently skipped by lower-cost manufacturers because it reduces yield per billet and raises material cost. However, it is precisely these subsurface defects that initiate the fatigue cracks responsible for the majority of in-field rod breaks. Center material selection removes that failure mode at the source.
20-Hour Deep Case Carburizing Heat Treatment
Following machining and shaping, every RockHound drill rod — tapered or threaded — undergoes our 20-hour deep carburizing heat treatment process. Standard industry carburizing cycles typically run 8–12 hours; our extended cycle produces a significantly deeper hardened case layer.
The engineering rationale is straightforward:
- A deeper hardened case means greater wear resistance through more of the rod’s service life — as the surface abrades over thousands of meters drilled, the hard layer remains intact longer
- Precise core toughness retention is maintained through controlled quench and temper sequences, ensuring the rod doesn’t become brittle in the zone that must absorb bending and torsional shock
Further reading on manufacturing processes:
Where Tapered and Threaded Drill Rods Diverge
With the quality foundation established, the differences between these two rod types are fundamentally about connection geometry, energy transmission efficiency, and operational scope. Here’s a structured breakdown:

| Parameter | Tapered Drill Rod | Threaded Drill Rod |
|---|---|---|
| Connection Type | Friction-fit taper (7°, 11°, 12°) | Mechanical thread engagement (R22, R25, R32, T38, T45, T51, etc.) |
| Driven Equipment | Pneumatic handheld rock drills (YT24, YT28), light drifters | Hydraulic drill rigs, heavy pneumatic crawler rigs |
| Hole Depth Capability | Typically ≤6 m (shallow hole) | Scalable via extension rods — 20 m+ achievable |
| Impact Energy Transmission | Moderate — energy transfer relies on taper friction fit | High — threaded joint minimizes wave reflection, maximizes bit energy |
| Typical Applications | Secondary breaking, quarry benching, civil construction, small mines | Tunnel development, long-hole stoping, production blasting, deep exploration |
| Rod Changeout | Simple — no coupling sleeve required | Requires coupling sleeve; slight setup complexity |
| System Cost Entry Point | Lower (simpler tooling, no couplings) | Higher initial investment; lower cost-per-meter at scale |
Connection Mechanism: Taper Friction vs. Thread Engagement
The most fundamental difference between the two systems lies in how energy flows from the piston to the drill bit.
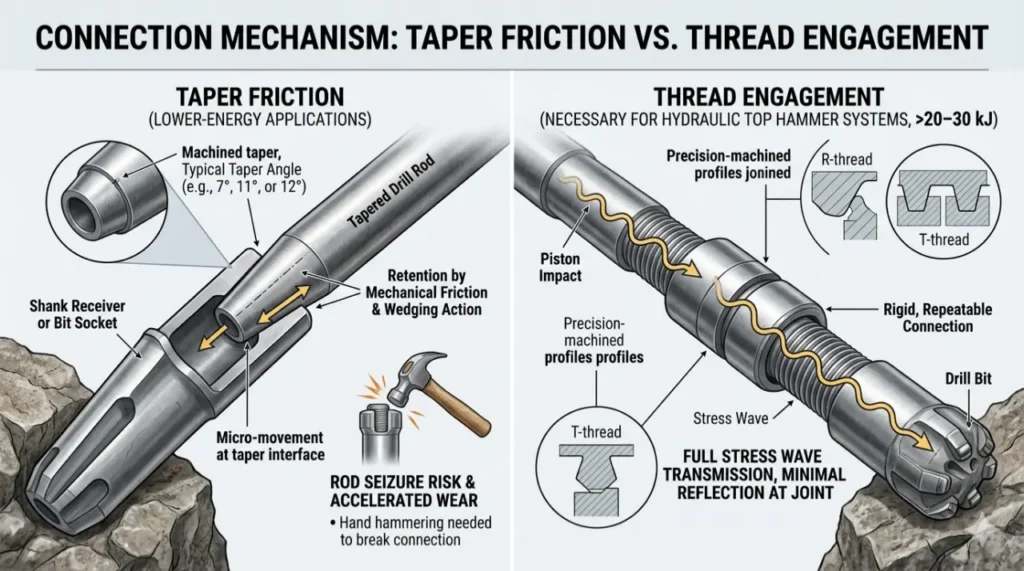
Tapered Drill Rods
Tapered drill rods seat into the drill steel shank receiver or bit socket via a machined taper angle — typically 7°, 11°, or 12° depending on the equipment standard. Retention is purely mechanical friction: as the rod is driven forward under impact, the taper wedges tighter into the receiver. This is a proven, simple, and cost-effective interface for lower-energy applications, but it has an inherent limitation: under sustained high-impact loading, micro-movement at the taper interface can develop, leading to accelerated wear of the taper seat and, in worst-case scenarios, rod seizure or shank damage requiring hand hammering to break the connection.
Threaded Drill Rods
Threaded drill rods use precision-machined thread profiles (most commonly R-thread for general use, T-thread for higher-energy applications) to create a rigid, repeatable connection. The thread geometry is engineered to transmit the full stress wave from piston to bit with minimal reflection at the joint — this is the key physics advantage. In hydraulic top hammer systems where piston impact energy can exceed 20–30 kJ, thread engagement is not optional; a taper interface would fail to retain the connection consistently and would dissipate a significant proportion of the available energy at the joint.
Operational Depth and Extension Capability
Tapered drill rods are, by design, integral-performance tools — their energy transmission characteristics depend on a single rod body of fixed length driving a fixed bit. This makes them ideal for precisely the applications they dominate: shallow bench holes, production holes in smaller quarries, and secondary rock breaking where hole depths rarely exceed 4–6 meters.
Threaded systems are engineered around extensibility. By connecting multiple extension drill rods in series using precision coupling sleeves, a threaded system can achieve hole depths of 20 meters, 30 meters, or beyond, while maintaining acceptable energy transmission efficiency and hole straightness. This scalability is what makes threaded tooling the mandatory choice for tunnel face drilling, long-hole sublevel stoping, and any application where the geometry demands depths that a single rod cannot service.
Learn more: What Is an Extension Drill Rod? Types, Materials & Selection Guide
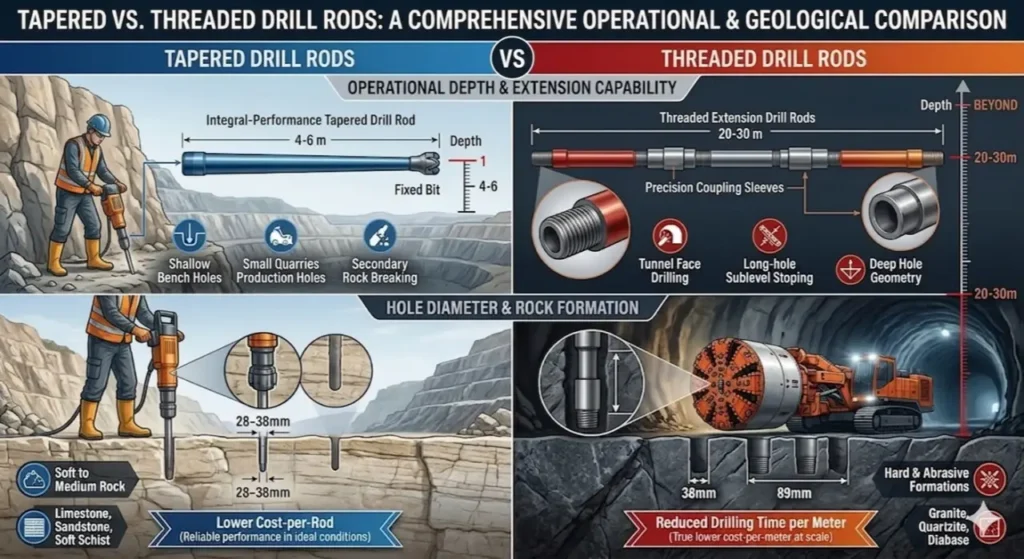
Hole Diameter and Rock Formation
Tapered rods are primarily used in the 28–38 mm hole diameter range, working with the comparatively lighter equipment that drives them. Threaded systems span a wider range — from 38 mm standard production holes through to 89 mm and beyond in large-diameter applications — and are the only viable option where larger-diameter bits and higher-power equipment are in play.
Formation hardness is also a meaningful differentiator. In soft to medium rock (limestone, sandstone, soft schist), tapered systems perform reliably and the lower cost-per-rod makes them economically attractive. In hard and abrasive formations — granite, quartzite, diabase — the superior energy transmission of threaded systems measurably reduces drilling time per meter, which when calculated across a full shift and a full fleet, substantially lowers the true cost per meter drilled.
Decision Framework: 3 Questions to Specify Correctly
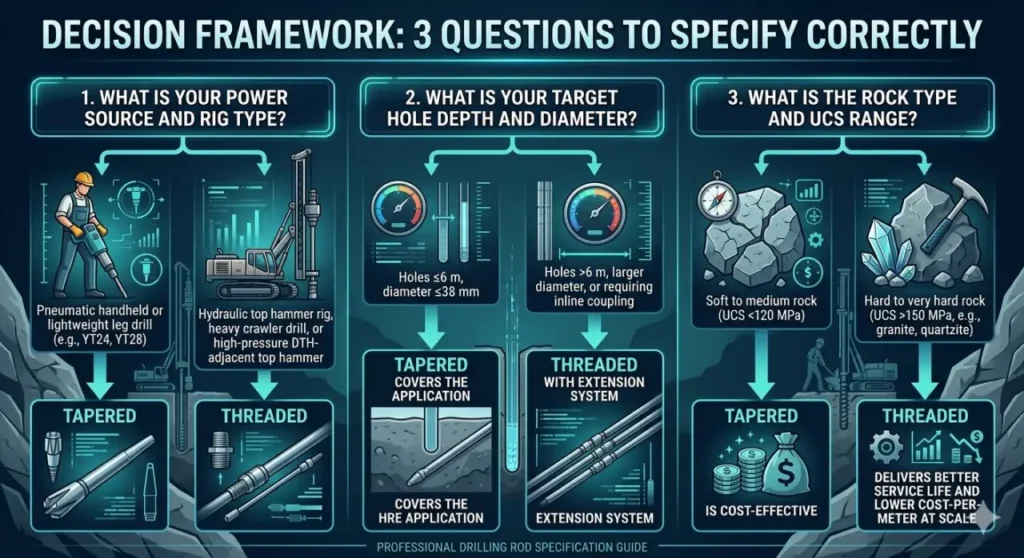
1. What is your power source and rig type?
- Pneumatic handheld or lightweight leg drill (e.g., YT24, YT28) → Tapered
- Hydraulic top hammer rig, heavy crawler drill, or high-pressure DTH-adjacent top hammer → Threaded
2. What is your target hole depth and diameter?
- Holes ≤6 m, diameter ≤38 mm → Tapered covers the application
- Holes >6 m, larger diameter, or requiring inline coupling → Threaded with extension system
3. What is the rock type and UCS range?
- Soft to medium rock (UCS <120 MPa): tapered is cost-effective
- Hard to very hard rock (UCS >150 MPa, e.g., granite, quartzite): threaded delivers better service life and lower cost-per-meter at scale
Have a rock drilling project with specific formation data or equipment specs? Contact the RockHound team for a product recommendation matched to your exact application.
FAQ
- Tapered drill rods connect to the bit or shank via a friction-fit taper angle, making them suited for shallow-hole, light pneumatic applications.
- Threaded drill rods use precision mechanical thread engagement, enabling higher energy transmission, greater hole depths via extension rods, and compatibility with hydraulic top hammer equipment.
Longevity depends on the application match. A tapered rod used within its design parameters (shallow holes, moderate impact energy) will outlast a threaded rod misapplied to the same light-duty work. In high-energy, deep-hole applications, threaded rods are the only appropriate choice and will outlast tapered rods due to the more stable thread connection.
Both types benefit equally from 23CrNiMo steel and 20-hour deep carburizing when manufactured to RockHound standards.
Generally, no. Handheld pneumatic rock drills (such as the YT28) are designed around tapered rod shanks. The thread standards used on threaded rods (R25, R32, T38, etc.) require compatible hydraulic or heavy pneumatic equipment with the corresponding female thread receiver. Using mismatched tooling will damage both the rod and the equipment.
An extension drill rod is a threaded rod designed to be coupled inline with other rods to increase total drilling depth beyond what a single rod can achieve. Multiple extension rods are connected using precision coupling sleeves, allowing the drill string to advance progressively into the hole. This is the standard approach for tunnel drilling, long-hole stoping, and any application requiring depths greater than 6 meters.
Thread standard selection is driven by your drill rig model, the required hole diameter, and the manufacturer's recommendation for that power class. R-thread is the most common general-purpose standard; T-thread (and later GT60, ST58 series) are used in higher-energy applications.
RockHound's technical team can cross-reference your equipment model to confirm the correct thread specification before you order.