Table of Contents
For anyone specifying or procuring top hammer button bits, one question comes up constantly: should I be using tapered drill bits or threaded button bits? The answer isn’t obvious from looking at a catalog. It demands an honest look at your rig, your geology, your hole depth, and your actual cost-per-meter — not just the unit price on the invoice.
This guide cuts through the noise. We’ll cover the engineering logic behind each connection type, spell out where each excels (and where each fails), and give you a practical decision framework backed by real performance data.

Understanding the Top Hammer Energy Chain
Before comparing connection types, it’s worth understanding what both systems are trying to do. In a top hammer drilling setup, percussive energy is generated at the machine — either a pneumatic handheld drill or a hydraulic drifter on a rig — and travels down the drill string as a compressive stress wave. That wave needs to reach the rock drill bits with as little energy loss as possible.
Every joint in the string — shank adapter, coupling sleeve, rod, and ultimately the bit connection — is a potential site for energy reflection and heat loss. This is why the bit-to-rod interface matters far more than most buyers initially realize. A poorly matched connection doesn’t just wear out faster; it actively bleeds energy before it ever reaches the face.
What Are Tapered Button Bits?
Tapered button bits (also called tapered drill bits) use a conical, friction-based connection. The bit’s internal socket seats onto a matching taper on the drill rod — no threads, no mechanical lock. Standard taper angles are 7°, 11°, and 12°, each calibrated for a different balance between self-locking grip and ease of removal.
The physics here are straightforward. When the pneumatic hammer fires, the initial impact drives the bit tight against the rod taper, creating a high-pressure contact face that transmits energy directly. In short, shallow holes, this works extremely well.
Where tapered button bits shine:
- Hole diameters from 26 mm to 45 mm
- Depths typically under 5 meters
- Handheld pneumatic drills (YT24, YT28, and similar)
- Soft to medium-hard formations (limestone, sandstone, soft granite)
- Operations where fast, tool-free bit changes save time


Taper Angle Quick Reference:
| Taper Angle | Self-Locking Strength | Typical Rock Type | Suitable Equipment | Max Hole Depth |
|---|---|---|---|---|
| 7° | High | Medium-hard to hard rock | Pneumatic leg drills | ~3 m |
| 11° | Medium | Hard to very hard rock | Light hydraulic drills | ~5 m |
| 12° | Lower (easy release) | Very hard, abrasive rock | Mechanized hydraulic jumbos | ~8 m |
| 11° Tapered Drill Bits | 7° & 12° Tapered Drill Bits |
|---|---|
| 11° Tapered 32mm Button Bits | Taper Button Bit 7 & 12° |
The real limitation of tapered systems is the one that tends to catch operators by surprise: torque. Because the connection relies entirely on friction, any situation demanding high rotational resistance — caving ground, sticky clay seams, very hard rock — risks the bit microslipping inside the socket. Once that happens repeatedly, the rod taper wears out of round and no new bit will seat properly.
What Are Threaded Button Bits?
Threaded button bits replace friction-fit with a mechanical thread lock. The bit screws onto a standardized thread profile — R25, R32, R38, T38, T45, or T51 — and is retained by the thread geometry even under severe vibration and torque.
Sandvik’s threaded button bits, for instance, range from 28 mm to 152 mm in diameter and use proprietary cemented carbide grades, with button shapes — spherical, semi-ballistic, and conical — and skirt designs — regular or retrac — selected to match specific rock formations. That breadth reflects how central threaded systems have become across modern mining and civil construction.
Where threaded button bits are essential:
- Hole diameters from 33 mm to 152 mm
- Depths from 5 m to 30+ m
- Hydraulic crawler rigs and underground jumbos
- Hard to extremely hard formations (granite, quartzite, iron ore, basalt)
- Applications requiring controlled hole straightness for precision blasting patterns


R-Thread vs T-Thread: What the Letters Actually Mean
The two dominant thread families in the industry behave differently under stress, and the distinction matters for procurement.
R-series (Rope Thread): R25, R28, R32, R38. These use a rounded thread profile with shallow flanks. The geometry reduces stress concentration at the thread root, which makes R-series bits highly resistant to fatigue cracking — a major advantage in high-frequency hydraulic drilling. They also uncouple cleanly even after extended use.
T-series (Trapezoidal Thread): T38, T45, T51. Flat flanks and a wider thread cross-section mean more contact area per thread engagement, translating into superior torque resistance and axial load capacity. T38 is widely considered the industry standard for medium production drilling, covering roughly 70% of surface drilling applications, while T45 and T51 handle the larger holes and higher-powered drills found in major open-pit and underground operations.
Threaded Bit Specification Reference:
| Thread Type | Diameter Range | Primary Application | Rig Impact Level |
|---|---|---|---|
| R32 | 43–64 mm | Tunneling, small-diameter anchor holes, drifting | Medium |
| T38 | 64–89 mm | Quarry bench drilling, underground mid-depth holes | High |
| T45 | 76–102 mm | Large open-pit mines, deep blast holes | Very High |
| T51 | 89–127 mm | Heavy underground mining, long-hole production drilling | Very High |
| R32 Drill Bits | T38 Drill Bits | T45 Drill Bits | T51 Drill Bits |
|---|---|---|---|
| R32 Thread Button Bits | R32 Retract Button Bits | T38 64-76mm Retrac Button Bits For Rock Drilling | T45 Retract Bit | T45 Thread Button Bit For Sale | T51 Thread Retract Button Bits for Hammer Drill |
Head-to-Head: Core Technical Differences
Connection Strength and Torque Resistance
This is the fundamental dividing line between the two systems. The tapered connection performs exceptionally well when force is being transmitted axially — directly down the hole. The moment significant lateral force or torque enters the picture, the friction interface has limits.
In broken or fractured rock, the bit can deviate and jam. A threaded system can apply rotational torque through the rod to free a stuck bit; a tapered connection simply slips. Operators who’ve experienced a tapered bit “spinning free” in hard ground understand the frustration: the rod turns, the bit doesn’t, and the taper bore scorches.
Threaded connections use mechanical interlocking to solve this problem entirely. The thread flanks transmit torque directly, and there’s no reliance on friction to prevent relative rotation.

Energy Transfer Efficiency
Counter-intuitively, tapered systems can achieve slightly higher instantaneous energy transfer in ideal conditions — because the metal-to-metal contact area is large and there are no thread clearances to absorb impact. However, this advantage evaporates at greater depths and higher percussion frequencies.
Threaded systems tolerate the rapid, high-energy blows of modern hydraulic drifters far better. The thread geometry keeps the connection secure through thousands of impacts per minute, whereas a tapered connection subjected to the same energy levels would progressively loosen.
Performance Comparison:
| Metric | Tapered System | Threaded System (Top Hammer) |
|---|---|---|
| Energy Transfer Efficiency | 75–85% | 88–95% |
| Maximum Practical Hole Depth | < 10 m | 30+ m |
| Torque Resistance | Low (friction-dependent) | High (mechanical lock) |
| Hole Straightness (> 5 m depth) | Moderate deviation | Controlled via skirt geometry |
| Initial Tooling Cost | Low | Medium to High |
| Average Service Life | 150–300 m drilled | 400–800+ m drilled |
| Connection Change Speed | Very fast (hammer on/off) | Moderate (wrench or machine required) |
Note: Service life figures are indicative and vary significantly with rock abrasiveness, flushing efficiency, and operating practice.
Hole Depth and Directional Control
Hole deviation is a problem that compounds with depth. At 3 meters, a 1° angular error in a 45 mm hole is manageable. At 20 meters, the same angular error displaces the collar-to-bottom vector by 35 cm — enough to throw an entire blast pattern off and create fragmentation problems.
Threaded button bits address this through skirt design. A longer, well-fitted skirt guides the bit along the hole wall and damps angular excursions. Retrac skirt designs add backward-facing cutting edges that assist retrieval through unconsolidated or caving ground, while standard skirts suit homogeneous, competent formations where flushing clearance is the priority.
Tapered bits, with their compact bodies and shorter skirts, have limited directional correction capability beyond about 5 meters.
Button Shape and Face Design
Whether you choose tapered or threaded, the carbide buttons and face geometry are doing the actual rock breaking. Getting these right is just as important as the connection type. For a detailed breakdown with selection matrices, see our guide on top hammer drill bit types, face designs and button shapes.
Button Shape Selection:

| Button Shape | Rock Type | Benefit | Limitation |
|---|---|---|---|
| Spherical | Hard, abrasive (UCS > 150 MPa) | Maximum toughness, long life | Lower ROP in soft rock |
| Ballistic | Soft to medium (UCS < 100 MPa) | Up to 20–30% faster penetration | Chips readily in hard rock |
| Semi-Ballistic / Parabolic | Variable geology | Balanced speed and durability | Compromise — not optimal at extremes |
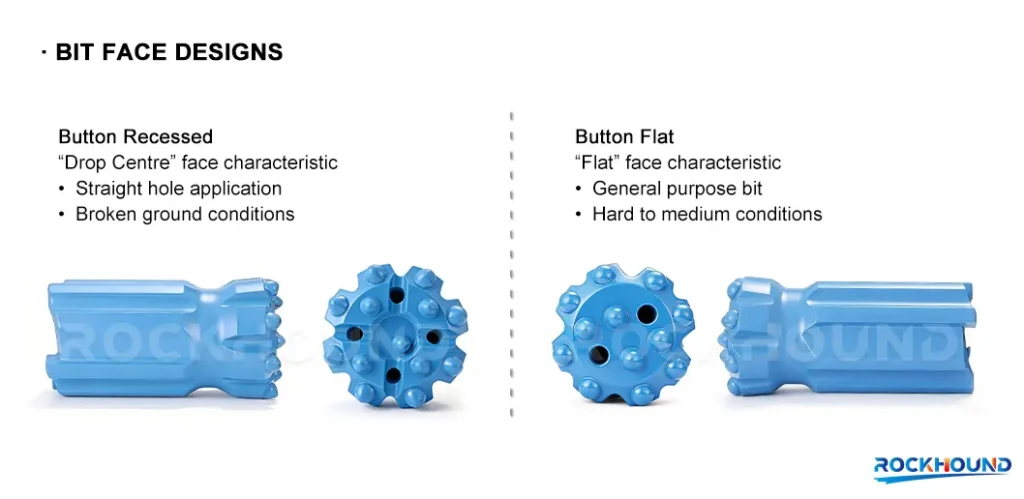
Face Design Selection:
| Face Design | Best For | Key Advantage |
|---|---|---|
| Flat Face | Hard, abrasive rock | Maximum structural support |
| Convex Face | Competent medium-hard rock | Highest ROP in standard conditions |
| Drop Center / Concave | Deep bench drilling, precision blast patterns | Self-centering, better hole straightness |
For deep production holes where blast accuracy is critical, a drop-center threaded T45 or T51 bit with spherical buttons is almost always the right combination.
Manufacturing Quality: Why It's Not Just About the Thread
A threaded bit is only as good as the steel it’s made from and the carbide that’s been pressed into it. The manufacturing process — specifically the heat treatment and thread precision — has a direct impact on how long the bit survives in the field. Poor carbide grades fracture prematurely; inaccurate threads cause stress concentrations at the root that lead to fatigue failure.
Quality manufacturers use vacuum gas carburization to harden the steel body while maintaining a tough, impact-absorbing core. CNC thread milling — rather than form grinding — produces the consistent thread geometry needed for reliable energy transfer across thousands of percussion cycles. For a detailed look at what separates a premium bit from an acceptable one, the rock drill bits manufacturing process is worth understanding before making large procurement decisions.
Total Drilling Cost: Actually Matters
Drill bit procurement based on unit price alone is one of the most common and costly mistakes in mining operations. The metric that actually reflects real-world economics is Total Drilling Cost (TDC):
TDC = (Bit Cost ÷ Meters Drilled per Bit) + (Rig Operating Cost per Hour ÷ Average ROP)

Here’s why this changes the calculation for threaded bits: a modern hydraulic drill rig on a major open-pit site may cost $250–$400 per operating hour when you factor in depreciation, operator wages, fuel, maintenance, and consumables. At that rate, a threaded T45 bit that delivers a 10% improvement in ROP — say from 0.8 m/min to 0.88 m/min — saves the equivalent of 22 minutes of rig time per 100-meter blast hole interval. That time saving alone can justify a bit cost three to four times higher than the tapered alternative.
Conversely, in a small quarry running a pneumatic leg drill, the rig cost is a fraction of this figure, and the simplicity of tapered bits — combined with their low replacement cost — keeps TDC comfortably competitive.
How to Choose: The RockHound Decision Framework
Working through this systematically takes less than five minutes and will prevent an expensive mismatch. For a comprehensive guide with full decision trees, see how to choose the right top hammer drill bits.
Step 1 — Classify your rig:
- Handheld pneumatic drill → Tapered (7° or 11°)
- Light pneumatic column drill → Tapered (11°) or light threaded (R32)
- Hydraulic jumbo or crawler rig → Threaded (R32, T38, T45, T51)
Step 2 — Determine your hole depth:
- Under 5 m → Tapered acceptable if rig type matches
- 5–15 m → Threaded strongly preferred
- Over 15 m → Threaded mandatory
Step 3 — Assess rock conditions:
- UCS < 100 MPa (limestone, sandstone) → Tapered with ballistic buttons, or threaded with semi-ballistic
- UCS 100–180 MPa (hard granite, some basalt) → Threaded T38/T45 with spherical buttons
- UCS > 180 MPa or high abrasiveness (quartzite, iron ore) → Threaded T45/T51 with spherical buttons, flat face
Step 4 — Calculate TDC, not unit price: At high rig operating costs, the premium for threaded bits almost always pays back through ROP improvement and reduced bit change frequency.
Step 5 — Review bit maintenance protocols: Even the best threaded bit fails prematurely if buttons are allowed to wear flat. Plan for regular grinding when button wear reaches approximately one-third of the button diameter. Proper lubrication of thread connections — clean grease applied before every installation — is equally non-negotiable.
Common Failure Modes and How to Avoid
Understanding why bits fail is a key element in drilling — experienced operators recognize early warning signs that less practiced crews miss.
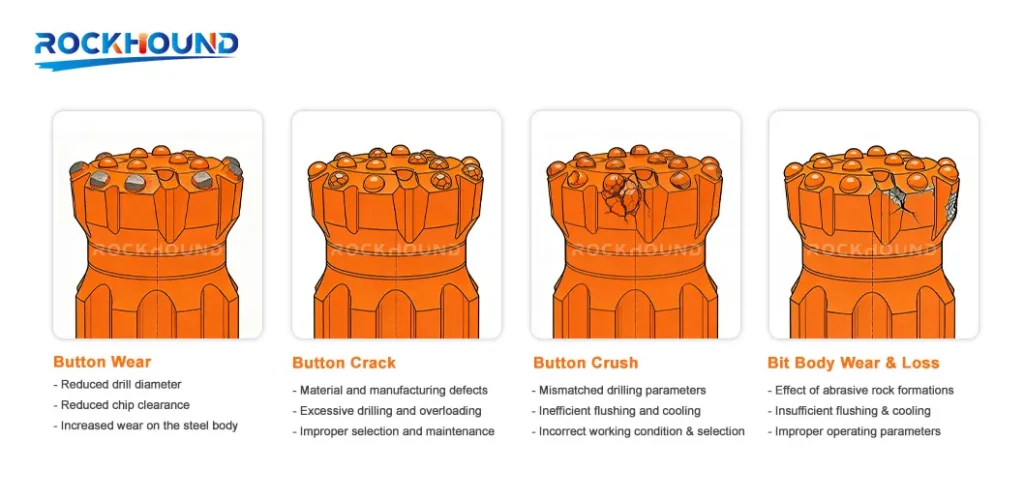
For tapered bits:
- Bit loss (dropping into the hole): Almost always caused by a taper angle mismatch between bit and rod, or by rock hardness exceeding the friction limit. Verify taper specifications match exactly; running even a nominally compatible bit from a different manufacturer on a worn rod is risky.
- Taper bore galling / cold welding: Insufficient flushing water allows heat to build up at the contact face, partially welding the bit to the rod. Maintain adequate flushing flow at all times.
For threaded bits:
- Thread root fatigue fracture: Usually caused by insufficient feed pressure, which lets the bit “hammer air” — the stress wave bounces back through the thread rather than transferring into rock. Optimize feed force for your rock hardness.
- Button spalling or fracture: Indicates either a wrong button grade for the formation (ballistic buttons in hard rock), or percussion energy set too high for the bit specification. Reduce impact energy or switch to a tougher button grade.
- Retracted thread / uncoupling under load: More common with R-thread bits in hard, high-torque formations. Switching to T-thread eliminates this in most cases.
Refer to the top hammer button bit maintenance guide for detailed inspection intervals, grinding procedures, and storage best practices that extend service life by 20–30%.
Conclusion
The tapered vs. threaded question in top hammer button bits isn’t really a debate — it’s a matching problem. Tapered drill bits are precision tools for a specific application window: small holes, shallow depths, pneumatic rigs, and rock that doesn’t demand extreme torque. Within that window, they’re economical, fast to change, and entirely fit for purpose.
In hydraulic rigs, deep holes, or hard and abrasive formations — threaded button bits with R32, T38, T45, or T51 profiles aren’t a premium upgrade. They’re a requirement. The mechanical thread lock, the superior torque capacity, and the extended service life all compound into a lower TDC when the application genuinely demands them.
The most expensive bit on any project is the one that’s wrong for the job. If you’re working through a procurement decision for a new operation or an equipment upgrade, RockHound’s technical team is available for a site-specific bit selection consultation at rhdrill.com.
FAQ
R32 uses a rope (rounded) thread profile; T38 uses a trapezoidal profile with flat flanks. T38 handles higher torque and larger drill diameters — typically 64–89 mm versus R32's 43–64 mm range. R32 excels in tunneling and drifting where frequent bit changes and fatigue resistance are priorities; T38 dominates surface production drilling.
Three causes cover the majority of cases:
- The taper angle of the bit doesn't precisely match the rod (even a half-degree mismatch destroys seating quality).
- The rod taper is worn out of round from previous slippage events.
- The rock is harder than the friction limit of the connection. Inspect the rod taper first — if it's no longer perfectly smooth and conical, replace the rod regardless of which bits you're using.
Regrind when the flat wear area on any button reaches approximately one-third of the button's original diameter — this is the industry standard threshold. Beyond that point, the bit has lost so much penetrating geometry that ROP drops significantly and the stress distribution on remaining carbide becomes dangerous. Full replacement is warranted when the body shows visible cracks, buttons have been lost, or the thread shows thread-root corrosion or deformation.
Retrac refers to a skirt design where the outer edges of the bit body carry backward-facing carbide cutting elements. In caving, blocky, or loosely consolidated ground, the hole walls can partially collapse around the bit during drilling. A standard skirt bit may become wedged during rod withdrawal; a retrac bit cuts through collapsed material on the way back out, preventing stuck string incidents.
It depends primarily on your hole diameter target and rig percussion class. T45 covers the 76–102 mm range and suits most large quarry operations. T51 is necessary when drilling beyond 100 mm diameter or when using the heaviest percussion rigs, where T45 thread geometry would be under-designed for the applied energy.
Consult your rig manufacturer's specifications — running a T51 bit on a rig sized for T45 wastes money; running T45 on a T51-class rig risks premature thread failure.