Table of Contents
Introduction
When a single starter rod can no longer reach your target depth, the extension drill rod becomes the operational backbone of your drilling system. Whether you’re running a bench drilling cycle in an open-pit mine or advancing a tunnel heading underground, extension rods are what connect the drifter to the bit—transferring percussive energy, rotation, and flushing media across every added meter of depth.
Yet not all extension rods are equal. Thread geometry, rod configuration, and steel grade each play a measurable role in energy transmission efficiency, service life, and cost-per-meter. This guide breaks down the engineering fundamentals of extension drill rods so you can make an informed selection for your specific application.
For a broader overview of the complete product family before diving in, see our resource: Rock Drill Rods: Types, Work, Choose & Maintenance.
What Is an Extension Drill Rod?
An extension drill rod is a precision-machined, threaded alloy steel bar used in top hammer percussive drilling systems. Its primary function is to extend borehole depth by mechanically linking the rock drill (drifter) to the drill bit through modular, thread-connected sections.
Unlike tapered drill rods, which rely on friction-fit taper sockets for shallow, hand-held drilling, extension rods are engineered for medium-to-deep production drilling and feature standardized threaded ends that allow multiple rods to be assembled into a drill string of virtually any required length.
Each rod in the string must reliably transmit three simultaneous inputs from the drifter:
- Percussive impact energy — high-frequency piston blows that fracture rock at the bit face
- Rotational torque — continuous rotation to index the bit between impacts
- Flushing medium — compressed air or water delivered through the internal bore to evacuate drill cuttings
The efficiency with which threaded joints transfer these inputs—particularly percussive energy—is the defining performance parameter of any extension rod system.
Types of Extension Drill Rods
Extension drill rods are broadly classified into two configurations, each with distinct mechanical characteristics and operational trade-offs.
Round Drill Rod
The Round Drill Rod is the conventional configuration in threaded drilling systems. It features:
- Symmetrical male threads on both ends (M/M configuration)
- Separate coupling sleeve required at each rod-to-rod connection
- Circular cross-section throughout the rod body
The coupling sleeve acts as the female counterpart, joining two male-threaded rod ends. This modular approach offers flexibility: individual components (rods and couplings) can be replaced independently when worn or damaged, which reduces part costs in operations with variable wear patterns across the drill string.
Operational considerations:
- Each coupling sleeve introduces an additional threaded interface. With two connection points per joint (rod-end into sleeve × 2), there are more surfaces susceptible to wear, thread damage, and energy dissipation.
- Coupling sleeves add inventory complexity and require separate handling and lubrication routines.
- Well-suited for operations where drilling parameters are moderate and rod-changing frequency is lower.

MF Drill Rod (Speed MF Rod)
The MF Drill Rod—commonly marketed as the Speed MF Rod—is an integrated design that eliminates the separate coupling sleeve by incorporating both connection genders within a single rod body:
- Male thread (M) on one end
- Female thread (F) machined directly into the opposite end of the same rod

This configuration means each rod-to-rod connection uses only one threaded interface instead of two, resulting in:
Fewer connection points → less energy loss → higher rate of penetration (ROP)
The practical benefits in high-cycle production environments are significant:
- Faster rod handling and changeover — the rod string self-connects without the manual manipulation of separate sleeves, which directly reduces rod-change time per pass
- Lower thread deviation risk — with fewer independent components per connection, the assembly is inherently more concentric, reducing lateral energy losses and uneven thread wear
- Reduced energy attenuation at joints — a single-interface connection transmits percussive waves more efficiently than a two-interface sleeve coupling
- Simplified inventory management — one component type serves both the rod and connection functions
For high-frequency hydraulic drifter operations where minimizing downtime and maximizing ROP are priorities, the Speed MF Rod is the preferred configuration.
Thread Standards: The Critical Interface
The threaded joint is the most mechanically stressed component in any extension rod system. Thread geometry must match across the entire drill string—including the drifter shank adapter, all rods, couplings (where applicable), and the drill bit.
Standardized thread profiles used in extension drilling:
| Thread Series | Profile Type | Typical Application – Top Hammer Drilling |
|---|---|---|
| R22, R25, R28, R32 | Rope (round) thread | Smaller hole diameters (typically 32–89 mm), lighter drifters, shallow to medium-depth drilling, quarrying, construction, and general surface applications |
| T35, T38, T45, T51 | Trapezoidal thread | Medium-to-heavy bench drilling, long-hole production, tunneling, and mining; higher torque transfer and better energy efficiency in deeper holes and harder rock |
| ST58, ST68 | Stub thread | Large-diameter holes (89–152 mm+), high-energy drifters, heavy bench blasting, deep production drilling, and demanding hard rock conditions requiring maximum power transmission |
R-threads offer a rounded profile that is forgiving under impact loads and is used with smaller hydraulic and pneumatic drifters.
T-threads (trapezoidal) present a larger cross-sectional area at the thread root, providing higher load-bearing capacity and better wear resistance under the higher torque and impact frequencies generated by modern hydraulic drifters. T45 and T51 are the dominant standards in production bench drilling worldwide.
Thread precision is not merely dimensional—it directly affects how cleanly percussive stress waves cross each joint. Poorly machined or worn threads create impedance mismatches that reflect energy back up the rod string rather than transmitting it to the bit. For a detailed look at thread manufacturing tolerances and their effect on drilling performance, see:The Processing of Thread Rock Drilling Rods.
Materials and Metallurgy
The alloy composition and heat treatment protocol of an extension rod determine its resistance to the two primary failure modes: fatigue fracture (from cyclic bending and impact stress) and surface wear (from thread contact and abrasive rock formations).
Extension drill rods for hydraulic drifter applications must withstand significantly higher impact frequencies and torque levels than those used in pneumatic systems, placing greater demands on both toughness and surface hardness.
At RockHound, extension rods are manufactured from premium alloy steels and subjected to controlled 20-hour heat treatment processes that create a hardened, wear-resistant case over a tough, crack-resistant core—the critical gradient that prevents both rapid thread wear and catastrophic brittle fracture.

The balance between surface hardness and core toughness is the central challenge in drill steel metallurgy. A rod that is too hard throughout will fracture under repeated impact; one that is too soft will wear rapidly at the threads and rod body. Precision heat treatment is what defines the service life differential between commodity drill steel and engineered drilling tools.
For a technical comparison of common alloy grades used in rock drilling components, including the properties and trade-offs of 23CrNiMo steel versus international alternatives, refer to: Rock Drill Rod Material Comparison: 23CrNiMo vs Sanbar64.
Extension Drill Rod vs. Taper Drill Rod: Key Differences
Understanding when to use extension rods versus tapered rods requires clarity on the engineering differences between the two systems.
| Parameter | Extension Drill Rod | Taper Drill Rod |
|---|---|---|
| Connection method | Standardized threaded joints (R32, R38, T38, etc.) | Friction-fit tapered socket |
| Typical hole depth | Medium to deep (production drilling, 5–30+ m) | Shallow (typically <4 m) |
| Energy transfer efficiency | High (precision thread interface, minimal energy loss) | Moderate (dependent on taper fit quality & wear) |
| Rod string assembly | Modular, multi-rod string (easy extension) | Single-rod or two-rod maximum |
| Primary applications | Bench, long-hole, tunnel production drilling | Secondary blasting, light construction, scaling, stoper drilling |
| Drill rig type | Hydraulic or pneumatic drifter on a drill rig / jumbo | Handheld or column-mounted leg drill / jackleg / stoper |
Tapered rods remain the economical choice for applications where depth requirements are shallow and mechanized drill rigs are not deployed. For all production-scale drilling scenarios where depth, ROP, and cost-per-meter are primary KPIs, extension rod systems are the standard.
For specifications on tapered rod geometry and manufacturing, see: Taper Drill Rod Manufacturing Process and H22 vs H25 Tapered Drill Rod: How to Choose.
How to Select the Right Extension Drill Rod
Rod selection is a systems-level decision. The optimal rod must be matched not only to the drill rig, but to the bit, the rock formation, the required hole diameter, and the operational depth.
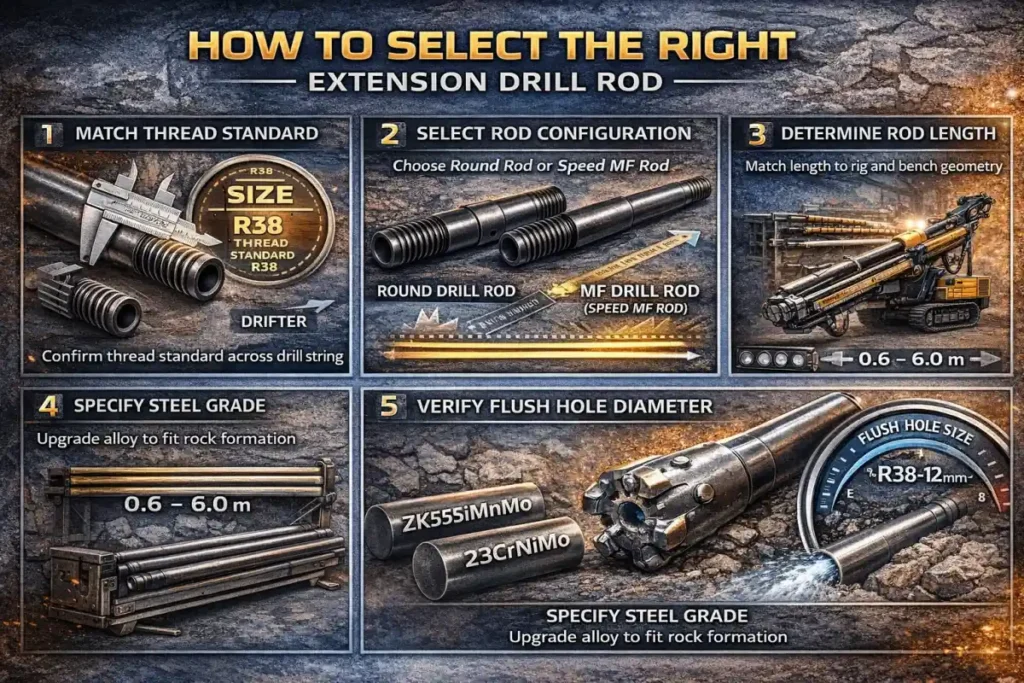
Match Thread Standard to the Drifter and Bit
The thread standard must be consistent across the full drill string. Confirm the shank adapter thread specification of your drifter and work forward: all rods, couplings (if using Round Rods), and the bit shank must share the same thread profile and nominal size.
Select Rod Configuration Based on Operational Profile
- Round Drill Rod — appropriate for moderate-intensity operations where inventory flexibility and individual component replaceability are priorities
- MF Drill Rod (Speed MF Rod) — recommended for high-production, high-cycle operations where minimizing rod-change downtime and maximizing energy transfer efficiency are critical
Determine Rod Length Based on Bench Geometry and Rod-Handling Equipment
Extension rods are typically available in lengths from 0.6 m to 6.0 m. Longer rods reduce the number of rod changes required per hole but demand better collar alignment and straighter holes to avoid deviation-induced bending stress. Match rod length to your drill rig’s rod-handling system capacity and the bench height or round length of your drilling pattern.
Specify Steel Grade Based on Rock Conditions
Harder, more abrasive formations—such as quartzite, granite, or silicified ore—accelerate thread wear and increase fatigue loading. These conditions warrant premium alloy grades with optimized heat treatment. Softer rock environments may be adequately served by standard grades, but upgrading the steel specification often delivers a favorable cost-per-meter outcome even in moderate conditions when the extended service life is factored in.
Verify Flush Hole Diameter
The internal flush bore must be sized to deliver adequate air or water volume at the bit face to keep cuttings evacuated. Insufficient flushing leads to regrinding of cuttings, elevated bit temperatures, and premature bit wear—negating any gains from rod quality.
Maintenance Protocols for Maximum Service Life
High-quality extension rods will underperform and fail prematurely without disciplined maintenance practices.
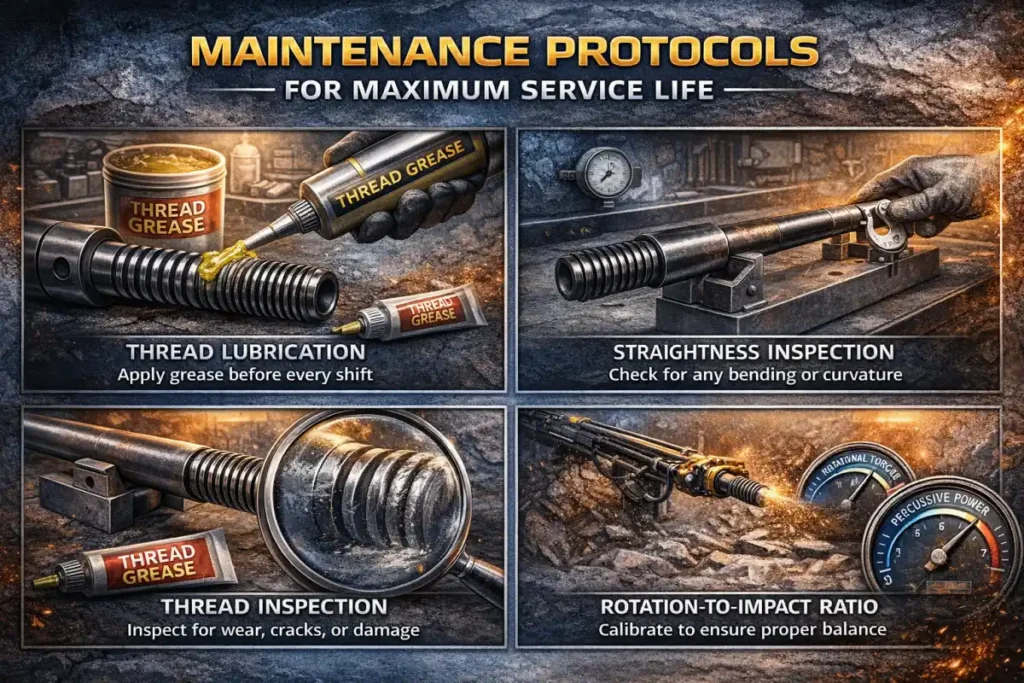
Thread lubrication is non-negotiable. Apply high-quality thread grease formulated for percussive drilling at every connection before each shift. This prevents galling (cold-welding of thread surfaces under high contact pressure) and makes rod breaking-out significantly easier, reducing mechanical stress on threads during disassembly.
Straightness inspection should be performed routinely. A bent rod is not a serviceable rod—it transmits off-axis bending loads into the drifter’s rotation mechanism and dramatically accelerates fatigue failure at the bending apex. Any rod exhibiting visible curvature or that produces abnormal vibration during drilling should be withdrawn from service immediately.
Thread inspection after each shift should check for signs of flank wear, crown rounding, or root cracking. Early-stage thread damage is recoverable with proper grease management and torque control; late-stage damage propagates rapidly and risks a stuck-rod incident in the hole.
Rotation-to-impact ratio must be calibrated to the drifter’s operating parameters. Under-rotation leads to under-tightening of threaded connections during drilling, creating fretting wear; over-rotation generates excessive torque at the connections and risks thread stripping. Verify that rig parameters match the recommendations for your thread standard.
For additional insight into failure modes and maintenance practices in drill rod systems, our analysis of Common Problems of Tapered Drill Rods & Solutions covers fatigue, wear, and connection failure mechanisms that apply across both tapered and threaded systems.
Application Summary by Industry Segment
| Industry / Application | Typical Configuration | Recommended Rod Type |
|---|---|---|
| Underground metal mining (long-hole stoping) | Hydraulic drifter, T45/T51 threads, 3–6 m rods | MF Drill Rod (Speed MF Rod) |
| Open-pit bench drilling | Hydraulic top hammer, T38–T51 threads | MF Drill Rod |
| Tunnel development (drill and blast) | Hydraulic drifter on jumbo, T38/T45 threads | MF Drill Rod |
| Quarrying (dimension stone or aggregate) | Hydraulic or pneumatic drifter, R32–T38 | Round Drill Rod or MF Drill Rod |
| Construction and civil works | Light hydraulic or pneumatic, R25–R32 | Round Drill Rod |
Conclusion
The extension drill rod is a precision-engineered component whose performance affects every metric that matters in a drilling operation: rate of penetration, hole straightness, bit life, drifter maintenance intervals, and ultimately, cost-per-meter. Selecting the correct rod type—whether a Round Drill Rod for flexible modular assembly or a Speed MF Rod for high-efficiency production drilling—requires a systematic evaluation of rig specifications, rock conditions, operational depth, and maintenance capacity.
At RockHound, our extension drill rods are manufactured to exacting dimensional tolerances with premium alloy steels and controlled heat treatment processes, engineered for the performance demands of modern hydraulic drifter systems in the world’s toughest rock formations.
Frequently Asked Questions
An extension drill rod is a precision-machined, threaded alloy steel bar used in top hammer percussive drilling systems. It connects the rock drill (drifter) to the drill bit, transmitting percussive impact energy, rotational torque, and flushing medium (air or water) downhole. Unlike tapered rods, extension rods are designed for medium-to-deep production drilling through modular, thread-connected sections that can be assembled to virtually any required depth.
The key differences are connection method and application depth. Extension drill rods use standardized threaded joints and are designed for medium-to-deep production drilling on mechanized drill rigs. Taper drill rods use a friction-fit tapered socket and are suited for shallow holes (typically under 4 m) with handheld or column-mounted leg drills. Extension rods deliver higher energy transfer efficiency and support multi-rod drill strings; taper rods offer a simpler, lower-cost setup for light-duty applications.
An extension drill rod simultaneously transmits three inputs from the drifter to the drill bit:
- high-frequency percussive impact energy that fractures rock at the bit face
- continuous rotational torque to index the bit between impacts, and
- flushing medium — compressed air or water — delivered through the rod's internal bore to evacuate drill cuttings from the hole.
The two main types are the Round Drill Rod and the MF Drill Rod (Speed MF Rod).
- Round Drill Rods feature male threads on both ends and require a separate coupling sleeve at each connection.
- MF Drill Rods integrate a male thread on one end and a female thread on the other within the same rod body, eliminating the need for a separate coupling sleeve entirely.
A Speed MF Rod (Male/Female Drill Rod) is an extension rod configuration that incorporates both a male thread on one end and a female thread on the opposite end of the same rod. This design eliminates the separate coupling sleeve required by standard Round Drill Rods, resulting in fewer connection points per joint, reduced energy attenuation, faster rod-change cycles, and lower thread deviation risk. It is the preferred configuration for high-production, high-cycle drilling operations.
Choose a Round Drill Rod when operational intensity is moderate, individual component replaceability is a priority, or inventory flexibility is needed — since rods and couplings can be replaced independently. Choose a Speed MF Rod when maximizing rate of penetration (ROP) and minimizing rod-change downtime are critical, such as in high-cycle bench drilling, long-hole stoping, or tunnel development with hydraulic drifters.
Yes. Extension drill rods are widely used in underground applications including tunnel development (drill and blast with jumbo rigs), long-hole stoping, and production drilling in underground metal mines. For underground long-hole applications, MF Drill Rods with T45 or T51 threads and lengths of 3–6 m are the standard configuration.
The most common thread standards are:
- R-threads (R22, R25, R28, R32): Rope-profile threads for smaller hole diameters and lighter drifters
- T-threads (T38, T45, T51): Trapezoidal threads for medium-to-heavy bench and long-hole drilling
- ST-threads (ST58, ST68): Stub threads for large-diameter, high-energy applications
T45 and T51 are the dominant standards in global production bench drilling. Thread selection must be consistent across the full drill string — drifter shank adapter, all rods, couplings, and drill bit must share the same profile and nominal size.
Thread geometry directly controls how efficiently percussive stress waves travel across each rod joint. Poorly machined or worn threads create impedance mismatches at the joint interface, causing energy to reflect back up the rod string rather than transmit to the bit. This reduces ROP, increases heat at the connection, and accelerates both thread and drifter wear. Precision thread machining is therefore a primary determinant of both drilling efficiency and component service life.
[The Processing of Thread Rock Drilling Rods]
Check the thread specification of your drifter's shank adapter — this is the mandatory reference point for the entire drill string. All extension rods, couplings (if using Round Rods), and the bit shank must match this thread profile. Consult your drill rig's technical manual or contact your equipment manufacturer to confirm the exact thread standard before ordering drill steel.
Five key factors drive extension rod selection:
- Thread standard — must match drifter shank adapter, couplings, and bit
- Rod configuration — Round Rod for flexibility; MF Rod for efficiency
- Rod length — matched to bench height, round length, and rod-handling equipment capacity (typically 0.6–6.0 m)
- Steel grade — matched to rock hardness, abrasivity, and required service life
- Flush bore diameter — sized to deliver adequate air or water volume to the bit face for effective cuttings evacuation
Extension drill rods are typically available in lengths from 0.6 m to 6.0 m. Longer rods reduce the number of rod-change cycles per hole, improving drilling productivity, but they require better hole collar alignment and greater straigntness tolerance to avoid deviation-induced bending stress on the rod and drifter. Rod length selection should be matched to your drill rig's rod-handling system capacity and the specific geometry of your drilling pattern.
Yes. Extension drill rods manufactured from premium alloy steels with controlled heat treatment are specifically engineered for hard rock applications. Hard rock drilling places higher demands on both fatigue resistance (from more aggressive impact reflection at the rock face) and wear resistance (from more abrasive formation contact). Matching the correct steel grade and thread standard to hard rock conditions is essential for achieving acceptable service life and cost-per-meter performance.
Apply high-quality thread grease formulated for percussive drilling at every connection before each shift, without exception. Proper lubrication prevents galling — the cold-welding of thread surfaces under high contact pressure — and significantly reduces the torque required to break out rods during disassembly. After each shift, inspect threads for flank wear, crown rounding, or root cracking. Early-stage damage is manageable with correct lubrication; late-stage damage propagates rapidly and increases the risk of a stuck-rod incident.
Common causes of premature thread wear include:
- Insufficient or incorrect thread lubrication;
- Mismatched thread standards between rod, coupling, and bit;
- Incorrect rotation-to-impact ratio on the drifter (under-rotation causes loose joints with fretting wear;
- Over-rotation strips threads); use of bent rods creating lateral loading at joints;
- Operation with incompatible or worn shank adapters transmitting uneven impact loads to the rod string.
[Common Problems of Tapered Drill Rods & Solutions]
The rotation speed must be calibrated to the drifter's impact frequency. Under-rotation results in insufficient tightening of threaded connections during drilling, leading to fretting wear and joint loosening. Over-rotation generates excessive torque at thread interfaces and risks stripping or over-stressing the thread flanks.
Always verify that the drill rig's rotation parameters match the manufacturer's recommendations for your specific thread standard and rod configuration.
RockHound extension drill rods are manufactured from premium 23CrNiMo alloy steels that combine high fatigue resistance, impact toughness, and surface wear resistance. The alloy grade and heat treatment protocol together determine the hardness gradient between the rod's outer case and its core — a hard, wear-resistant surface over a tough, crack-resistant core is the critical property combination that prevents both rapid thread wear and catastrophic brittle fracture under cyclic impact loading.
[Rock Drill Rod Material Comparison:23CrNiMo vs Sanbar64]